WHAT IS PHASE CHANGE MATERIALS?DIFFERENCE BETWEEN GEL PACK AND PCM FREEZER PACK
WHAT IS PHASE CHANGE MATERIALS?DIFFERENCE BETWEEN GEL PACK AND PCM FREEZER PACK

What Is Phase Change Materials
Phase Change Materials (PCMs) are substances that can store and release large amounts of thermal energy as they change from one phase to another, such as from solid to liquid or liquid to gas. These materials are used for thermal energy storage and management in various applications, such as in building insulation, refrigeration, and thermal regulation in clothing.
When a PCM absorbs heat, it undergoes a phase change, such as melting, and stores the thermal energy as latent heat. When the surrounding temperature decreases, the PCM solidifies and releases the stored heat. This property allows PCMs to effectively regulate temperature and maintain thermal comfort in various environments.
PCMs are available in a variety of forms, including organic, inorganic, and eutectic materials, each with different melting and freezing points to suit specific applications. They are increasingly being used in sustainable and energy-efficient technologies to reduce energy consumption and improve thermal performance.
Advantge Of Pcm Materials
Phase Change Materials (PCMs) offer several advantages in various applications:
1. Thermal energy storage: PCMs can store and release large amounts of thermal energy during phase transitions, allowing for efficient thermal energy management and storage.
2. Temperature regulation: PCMs can help regulate temperatures in buildings, vehicles, and electronic devices, maintaining a comfortable and stable environment.
3. Energy efficiency: By storing and releasing thermal energy, PCMs can reduce the need for continuous heating or cooling, leading to energy savings and improved efficiency.
4. Space-saving: Compared to traditional thermal storage systems, PCMs can offer higher energy storage density, allowing for more compact and space-efficient designs.
5. Environmental benefits: The use of PCMs can contribute to reducing greenhouse gas emissions and overall energy consumption, making them a sustainable choice for thermal management.
6. Flexibility: PCMs are available in various forms and can be tailored to specific temperature ranges and applications, providing flexibility in design and implementation.
Overall, PCMs offer a range of benefits that make them a valuable solution for thermal energy storage and management in diverse industries.
What Is The Difference Between Gel Ice Pack And Pcm Freezer Pack?
Gel packs and Phase Change Materials (PCMs) are both used for thermal energy storage and management, but they have some key differences:
1. Composition: Gel packs typically contain a gel-like substance, often water-based, that freezes into a solid state when cooled. PCMs, on the other hand, are materials that undergo a phase change, such as from solid to liquid, to store and release thermal energy.
2. Temperature range: Gel packs are generally designed to maintain temperatures around the freezing point of water, typically 0°C (32°F). PCMs, however, can be engineered to have specific phase change temperatures, allowing for a wider range of temperature control, from sub-zero temperatures to much higher ranges.
3. Reusability: Gel packs are often single-use or have limited reusability, as they can degrade over time or with repeated use. PCMs, depending on the specific material, can be designed for multiple phase change cycles, making them more durable and longer-lasting.
4. Energy density: PCMs generally have a higher energy storage density compared to gel packs, meaning they can store more thermal energy per unit volume or weight.
5. Application: Gel packs are commonly used for short-term cooling or freezing applications, such as in coolers or for medical purposes. PCMs are used in a wider range of applications, including building insulation, thermal regulation in clothing, and temperature-controlled shipping and storage.
In summary, while both gel packs and PCMs are used for thermal management, PCMs offer a wider temperature range, greater reusability, higher energy density, and broader application possibilities compared to gel packs.
COLD CHAIN SOLUTION PROVIDERS MUST INNOVATE TO MEET THE NEEDS OF THE FOOD INDUSTRY.

In the past, the cold chain transport solution primarily involved using refrigerated trucks to transport products from one location to another. Typically, these trucks would carry a minimum of 500 kg to 1 ton of goods and deliver them to various destinations within a city or country.
However, the changing landscape of commerce, including the rise of direct-to-consumer channels, the growth of e-commerce, and increased demand for niche and exclusive products, requires new approaches and innovations to meet these challenges. This presents an intriguing opportunity for both large and small brands, as well as a fresh set of options for consumers. Nevertheless, these growth opportunities also bring significant operational and supply chain challenges, necessitating the exploration of new solutions.
Significant fundamental rethinking has been required in the cold supply chain, with PCM technology-based solutions offering the potential to disrupt the asset-driven cold chain logistics industry, which was originally designed for the Western world with its distinct demography and retail infrastructure. The emergence of new commerce not only demands new technological alternatives but also encourages traditional commerce to evolve in tandem. For instance, many organized retailers are pursuing the establishment of dark stores to enhance their accessibility and reduce delivery times. Additionally, there is a growing interest among brands in establishing a distributor-to-kirana/retail store cold chain using these straightforward solutions.
Traditionally, the cold chain has involved the use of refrigerated trucks to transport products from one location to another, typically picking up a minimum of 500 kg to 1 ton of goods and delivering them to various destinations within a city or country. However, the challenge posed by new-commerce lies in the size of the package and the fact that it may be the only cold chain package among many ambient packages being distributed. As a result, the conventional cold chain technology of reefer trucks is not suitable for these scenarios. Instead, we require a solution that is:
– Independent of the vehicle form (such as a bike, 3-wheeler, or 4-wheeler) and package size
– Capable of maintaining temperature without a connection to a power source
– Able to sustain temperature from 1 hour (hyperlocal) to 48 hours (intercity courier)
In this context, solutions utilizing phase change technology or “thermal batteries” have gained significant popularity. These are engineered chemicals with specific freezing and melting points, ranging from +18°C for use with chocolates to -25°C for use with ice creams. Unlike previously used glycols, these materials are designed to be non-toxic and non-flammable, making them suitable for packaging alongside food products. They are typically enclosed in a plastic pouch or bottle (similar to a gel pack) and placed in a freezer for a few hours. Once frozen, they can be placed inside an insulated bag or box to maintain temperatures for a desired period.

Unlike previous options such as gel packs and dry ice, these solutions provide precise temperature control, making them more effective than even a reefer truck for high-frequency distribution. Additionally, different temperatures can be maintained within the same container by using different PCM packs or cartridges, depending on the specific product being delivered. This offers operational flexibility and higher asset utilization without relying on dedicated assets like reefer trucks. These solutions, also known as passive cooled logistics solutions, require virtually no maintenance. The box or bag does not contain any moving parts, minimizing the risk of damage and downtime. These units can range in size from 2 liters all the way up to 2000 liters, providing users with flexibility in size.
From an economic standpoint, the capital expenditure (capex) and operational expenditure (opex) for these solutions are up to 50% lower compared to a refrigerated truck. Additionally, costs are incurred only for the specific amount of space used, rather than for the entire vehicle. These factors provide an unparalleled economic advantage, ensuring cost-effective delivery to the customer every time. Furthermore, these solutions eliminate the use of fossil fuels, which have traditionally powered the cold chain, making them not only economically viable but also environmentally sustainable.
It is noteworthy that despite multiple efforts, most traditional cold chain logistics companies have struggled to adapt their operations to offer these services. I believe that for such applications, both the infrastructure and the mindset need to be very different from conventional cold chain operations, which are focused on warehousing and trucking. Meanwhile, regular e-commerce vendors and last-mile delivery companies like Tempcontrolpack have stepped in to fill this gap. These solutions align well with their models and give them an advantage over traditional cold chain players. As this sector evolves, it is evident that the ability to adapt to new technologies and innovation will determine the winners in the industry.
FROM FOOD TO PHARMA: THE SIGNIFICANCE OF COLD-CHAIN PACKAGING IN DRIVING SUCCESSFUL ONLINE SALES

In recent years, online shopping has seen significant growth as consumers have become increasingly comfortable purchasing a wide range of products on the internet, including temperature-sensitive and perishable items like food, wine, and pharmaceuticals. The convenience and time-saving benefits of online shopping are evident, as it allows consumers to easily compare prices, read reviews, and access personalized information such as coupons and recommendations. Furthermore, advancements in cold chain technology are crucial for the safe and reliable delivery of temperature-sensitive products, with improved refrigeration systems, temperature monitoring devices, and packaging materials ensuring that products remain within their optimal temperature range throughout the supply chain. As e-commerce platforms continue to enhance their offerings, including faster delivery options, the trend of purchasing temperature-sensitive items online is expected to continue growing in 2023 and beyond.
The digital grocery trend is here to stay.
In 2023, eMarketer projects that online grocery sales in the United States will reach $160.91 billion, representing 11% of total grocery sales. By 2026, eMarketer anticipates a further increase to over $235 billion in U.S. online grocery sales, accounting for 15% of the expansive U.S. grocery market.
Furthermore, consumers now have a wide array of options for ordering food online, including everyday grocery items as well as specialty food and meal kits, which have experienced significant growth. According to the Specialty Food Association’s 2022 survey, a record-breaking 76% of consumers reported purchasing specialty food.
Additionally, a 2023 report from Grand View Research indicates that the global meal kit delivery services market is projected to grow at a compound annual growth rate of 15.3% from 2023 to 2030, reaching $64.3 billion by 2030.
As the popularity of online grocery shopping and meal kit delivery services continues to rise, the importance of cold chain advancements and selecting the appropriate packaging is increasing for e-commerce companies aiming to offer a wide range of fresh and perishable products. Differentiating your brand can involve choosing the right packaging to ensure that e-commerce food items maintain the same quality and freshness that consumers would select for themselves.
Look for food packaging with features such as freezer or oven-ready options, easy-open and reclosable packaging, as well as packaging that maximizes shelf life, is resistant to damage, and is leak-proof. Adequate protective packaging is also essential to prevent spoilage, maintain product quality, and ensure safety for consumption. Consumers are also prioritizing options that are recyclable and minimize waste.
With numerous choices available, it is crucial for both food packaging and transit packaging to work together to deliver the convenience and quality that consumers seek from digital grocery.
Preserving the flavor and fragrance of wine
E-commerce wine sales present a significant growth opportunity. In the United States, the e-commerce share of wine sales increased from just 0.3 percent in 2018 to nearly three percent in 2022, and this trend is expected to continue gaining momentum.
The use of appropriate protective packaging can greatly impact online wine shopping by ensuring that wine shipments are transported and stored at the correct temperature throughout the supply chain.
Wine is a delicate product that can be easily affected by temperature fluctuations. Prolonged exposure to temperatures that are too high or too low can lead to spoilage or a loss of flavor and aroma.
Enhancements in cold chain technology can improve the temperature control of wine shipments, enabling online wine retailers to offer a wider range of products to their customers, including high-end and rare wines that require careful temperature regulation. This can also contribute to increased customer satisfaction and loyalty, as customers are more likely to receive wines that are in good condition and taste as intended.
The growth of ePharma is being driven by the factors of convenience, affordability, and accessibility.
The convenience of online shopping also applies to pharmaceuticals, with nearly 80% of the U.S. population connected to ePharmacy and a growing trend toward the direct-to-patient model, as reported by 2022 Grand View Research.
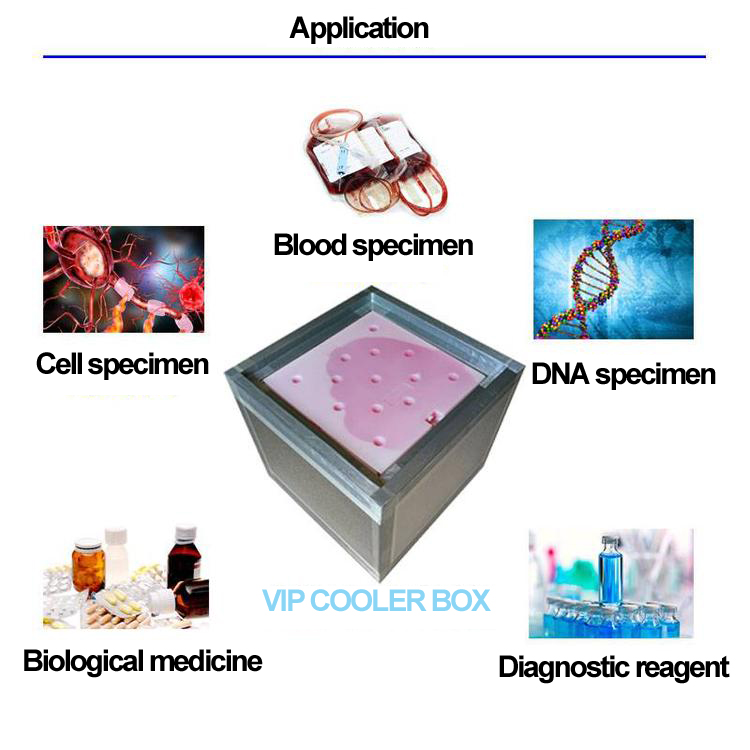
This is another area where temperature-controlled packaging is crucial, as many medications, vaccines, and other pharmaceutical products are sensitive to temperature and can lose their effectiveness or even become hazardous if not stored and transported within a specific temperature range.
Packaging materials such as insulated box liners and vacuum-insulated panels play a critical role in protecting temperature-sensitive medications, providing the necessary protection to ensure the safe transportation and storage of pharmaceuticals throughout the entire supply chain, from the manufacturer to the end customer.
Exploring the significance of packaging
The new landscape of online shopping necessitates a comprehensive approach to packaging that meets the demands of e-commerce. It goes beyond simply placing items in a corrugated cardboard box for shipping.
Let’s begin with primary or food packaging. It plays a critical role in minimizing damages during delivery, extending shelf life, and preventing leakage. It significantly contributes to brand appeal and the creation of a positive customer experience. Selecting the right packaging solution could be the deciding factor between a satisfied customer who will continue to shop through e-commerce or any other channels, and a disappointed customer who won’t.
This leads us to protective packaging, which is essential for reducing packaging waste and enhancing reusability. It also ensures that your products arrive fresh and undamaged. However, this can be challenging as packaging requirements vary across different regions and can even change daily based on weather conditions and shipping distances.
Finding the appropriate type and balance of packaging materials – not too much and not too little – is one of the primary challenges faced by online retailers.
When developing an e-commerce packaging strategy, consider the following factors:
Product protection – Utilizing void fill and cushioning will safeguard your product during shipment, maintain package organization, enhance its presentation, and contribute to a positive unpacking experience.
Temperature protection – Cold chain packaging safeguards temperature-sensitive products, reduces void fill, and can minimize freight costs.
Distribution Cost – Last-mile delivery represents one of the most expensive and time-consuming aspects of the shipping process, accounting for 53% of the total shipping cost, including fulfillment.
Cube optimization – Package density is another crucial factor to consider, especially with shipping costs using dimensional (DIM) weight, a pricing technique based on volume versus weight. Using smaller, reliable protective packaging and vacuum packaging for e-food can help mitigate rising dimensional weight fees.
Opening experience – While the primary purposes of packaging are protection and preservation, it also serves as a direct connection to the end consumer and an opportunity to create a memorable moment for your brand.
Packaging plays a crucial role in e-commerce strategy.
Creating effective packaging for successful e-commerce is not a one-size-fits-all solution, and it can be a complex process. It requires a coordinated effort to ensure that all packaging solutions work together seamlessly, both internally and externally, while meeting the most stringent requirements for regulatory safety and compliance.
Depending on the type of product being packaged and factors such as durability, temperature control, and moisture resistance, experts can recommend the optimal packaging solution for your specific needs. They will also take into account shipping distance and mode of transportation, using testing procedures to ensure that products are protected throughout the entire shipping process.
For instance, in cases where temperature control is a concern, the thickness of TempGuard insulated box liners can be adjusted to achieve targeted thermal performance, utilizing thermal modeling to maintain temperatures for one- and two-day ground shipping. This recyclable solution can be customized with branding and is well-suited for applications such as pharmaceuticals and perishable foods.
Furthermore, it’s important to consider how packaging aligns with sustainability goals, which are increasingly important to both businesses and consumers. Choosing the right packaging to minimize losses from product waste can have a significant impact on your carbon footprint when considering the ripple effect of this waste – from the energy required to manufacture products to the greenhouse gases generated from waste in landfills.
As online competition intensifies, brands can set themselves apart through superior packaging solutions that enhance consumer experiences, drive repeat business, foster loyalty, and build reputations.
ENHANCING COLD CHAIN PACKAGING SOLUTIONS THROUGH INNOVATION IN 2024

The global market for temperature-controlled packaging solutions is projected to reach nearly $26.2 billion by 2030, with an annual growth rate exceeding 11.2%. This growth is expected to be fueled by rising consumer demand for fresh and frozen food, the expansion of the pharmaceutical and biotech industry, and the growth of e-commerce as we move into 2024. These factors are driving the need for packaging solutions that can maintain the freshness and safety of food products during transportation and storage.

The pharmaceutical and biotech industry is also a significant contributor to this growth, as temperature-sensitive products require specialized packaging to preserve their potency and effectiveness.
Temperature-controlled packaging solutions are crucial for maintaining product integrity and meeting regulatory requirements across various industries.
The positive news is that demand is evolving, and so is the packaging. The increasing need for more efficient and sustainable cold chain packaging has sparked an era of innovation that is set to transform the handling and transportation of temperature-sensitive goods. Here are some key ways in which innovation will position the temperature-controlled packaging sector for success in the upcoming year.
Smarter Packaging:
One of the most prominent trends in cold chain packaging is the continued integration of smart technologies. Packaging is no longer just a protective layer; it has become a dynamic, intelligent system that actively monitors and adjusts to environmental conditions. Smart sensors embedded in packaging materials will provide real-time tracking of temperature, humidity, and other critical factors, ensuring the integrity of perishable goods throughout the supply chain. This ongoing innovation offers unprecedented visibility and control over the cold chain process, reducing the risk of spoilage and cutting costs.

Sustainable functionality
In 2024, the packaging industry will continue to prioritize sustainable materials that combine functionality and eco-friendliness, with a particular focus on the cold chain sector. Businesses striving to meet sustainability goals will increasingly turn to their cold chain packaging solutions to help achieve these targets.
Similar to Ikea’s recent adoption of mushroom-based packaging that eliminates the need for other wasteful materials and biodegrades in a matter of weeks, we anticipate a growing number of cold chain packaging providers offering compostable, recyclable, or reusable products, such as ice packs.
Advancements in Insulation Technology
The year 2024 will bring significant advancements in insulation technologies, setting new standards in temperature control. Traditional methods like dry ice are being replaced by innovative solutions such as aerogels, phase change materials, passive and latent cooling applications, and vacuum insulation panels, which will gain further momentum.
Robotics and Automation
Automation is revolutionizing the landscape of cold chain packaging by introducing efficiency and precision, which is crucial as demand grows. In 2024, we will witness further integration of robotics in packaging processes, streamlining tasks such as product sorting, palletizing, and even autonomous packaging line maintenance. This will not only reduce the risk of human error but also enhance the speed and accuracy of packaging operations, ultimately improving the overall reliability of the cold chain.
Brand Power – Customization and Personalization
Packaging solutions are becoming increasingly customizable and adaptable to the specific needs of different products, brands, and industries. Tailored packaging designs, sizes, and insulation properties are being developed to address the unique challenges posed by various temperature-sensitive goods. Additionally, unique bespoke branding opportunities will allow companies to leverage brand recognition as they ship their products across the world.
As global supply chains continue to grow in complexity, the evolution of cold chain packaging solutions remains a beacon of innovation. The ongoing commitment of this sector to push boundaries will pave the way for an increasingly resilient and efficient cold chain ecosystem in 2024 and beyond.
THE BENEFITS OF USING REUSABLE EPP INSULATION BOXES FOR TRANSPORT AND SUSTAINABLE PACKAGING SOLUTIONS

Sustainability and environmental awareness are becoming increasingly important in nowadays. Businesses and individuals alike are looking for ways to reduce their carbon footprint and minimize waste. One area where this is particularly relevant is the transport of goods, where the use of reusable EPP insulated boxes is becoming increasingly popular. These boxes offer a range of benefits, from cost savings to reduced environmental impact, making them an attractive option for businesses and consumers alike.
EPP insulated boxes, or just EPP transport boxes, are designed to provide a high level of thermal insulation, making them ideal for transporting temperature-sensitive goods such as food, pharmaceuticals and other perishable items. Unlike traditional single-use packaging, EPP boxes are durable and can be used multiple times, making them a sustainable option for businesses looking to reduce their environmental impact.
One of the main benefits of using reusable EPP insulated boxes is cost savings. While the initial investment in these boxes may be higher than traditional single-use packaging, their durability and reusability means they can provide significant long-term savings. By eliminating the need to continually purchase new packaging materials, businesses can reduce packaging costs and increase profits.
EPP insulation boxes also offer environmental benefits. By using reusable packaging, businesses can significantly reduce the amount of waste they generate. This is especially important in today’s world, where the impact of single-use plastics and other single-use materials is increasingly under scrutiny. By choosing reusable EPP boxes, businesses can play a role in reducing the amount of waste that ends up in landfill and oceans, contributing to a more sustainable future.
Moreover, EPP insulated boxes are lightweight and durable, making them an efficient and practical transportation option. Their lightweight nature means they do not add unnecessary weight during transport, which helps reduce fuel consumption and carbon emissions during transport. This is an important consideration for businesses looking to minimize their impact on the environment and operate in a more sustainable manner.
They got the ability to provide consistent and reliable insulation for any enterprise in the cold chain transport industry. The thermal properties of EPP make it an excellent material for maintaining temperature control during transportation. Whether goods require refrigeration or insulation, EPP insulated boxes can help ensure the required temperature is maintained throughout the transport process. This is vital for businesses that need to transport perishable items and maintain their quality and safety.
The most important thing is, EPP insulated boxes are easy to clean and disinfect, making them a hygienic option for transporting food and pharmaceuticals. Their non-porous surface repels moisture and bacteria, reducing the risk of contamination during transport. This is particularly important in industries where cleanliness and hygiene are critical, such as the food and healthcare industries.
Using reusable EPP insulated boxes for transport offers a range of benefits, from cost savings to reduced environmental impact. By choosing these durable and sustainable packaging solutions, businesses can reduce their carbon footprint, minimize waste and increase profits. As the demand for sustainable transportation solutions continues to grow, EPP insulated boxes are expected to play a key role in shaping more environmentally friendly and efficient supply chains.
WHAT ROLE DO GEL ICE PACKS PLAY IN PHARMACEUTICALS AND FOOD COLD CHAIN MARKET

In today’s global economy, the cold chain market plays a crucial role in ensuring the safe and efficient transportation of temperature-sensitive products such as pharmaceuticals, food, and beverages. The use of gel ice packs has become increasingly prevalent in this market, revolutionizing the way these products are stored and transported.
Gel ice packs, also known as gel packs or cold packs, are a popular choice for maintaining the required temperature in cold chain logistics. These packs are filled with a gel substance that can be frozen and then used to keep products at the desired temperature during transit. The use of gel ice packs has several advantages over traditional ice packs, making them a preferred choice for many businesses operating in the cold chain market.


To maintain a consistent temperature for an extended period is the key application of gel ice packs. Unlike traditional alternatives, which can melt and create a mess, reusable gel ice packs stay in a solid state for longer, providing a more reliable and stable cooling solution. This is particularly important when transporting temperature-sensitive products over long distances, where maintaining the required temperature is critical to product integrity and safety.
Furthermore, gel ice packs are often more lightweight and compact than traditional ice packs, making them easier to handle and transport. This not only reduces the overall weight of shipments, potentially lowering transportation costs, but also makes it easier for logistics personnel to handle and store the gel packs, improving overall efficiency in the cold chain process.
Traditional ice packs often use single-use plastics or other non-biodegradable materials, contributing to environmental waste. Gel ice packs, on the other hand, can be made from biodegradable materials and are often reusable, reducing the environmental impact of cold chain logistics operations.
The use of gel ice packs has also had a significant impact on the pharmaceutical industry, where maintaining the integrity of temperature-sensitive medications is of utmost importance. With the rise of biologics and other temperature-sensitive pharmaceuticals, the demand for reliable cold chain solutions has increased. Gel ice packs have emerged as a key component in ensuring the safe and effective transportation of these products, providing pharmaceutical companies with a cost-effective and efficient cooling solution.
Moreover, the food and beverage industry has also benefited from the use of gel ice packs in the cold chain market. From fresh produce to dairy products, maintaining the right temperature during transportation is essential to preserving the quality and safety of these goods. Gel ice packs have proven to be a reliable and cost-effective solution for keeping perishable items at the required temperature, reducing the risk of spoilage and ensuring that consumers receive high-quality products.
As the cold chain market continues to expand and evolve, the use of gel ice packs is expected to play an even more significant role in shaping the industry’s future. With advancements in gel pack technology and increased awareness of the benefits they offer, businesses operating in the cold chain market are likely to continue embracing gel ice packs as a preferred cooling solution.
The impact of gel ice packs in the cold chain market cannot be overstated. From their practical advantages to their environmental benefits, gel ice packs have transformed the way temperature-sensitive products are stored and transported. As the demand for reliable cold chain solutions continues to grow, gel ice packs are poised to remain a key component in ensuring the safety and integrity of products throughout the supply chain.
WHY WE MUST USE INSULATED COOLER BAGS FOR PHARMACEUTICAL TRANSPORT

When transporting pharmaceutical products, it is crucial to ensure that they are protected from external factors such as extreme temperatures. One way to ensure the safety and integrity of these products during transportation is to use insulated cooler bags. These bags not only provide necessary temperature control, but also provide a reliable and convenient solution for transporting pharmaceuticals.
Thermal bags are specially designed to maintain a constant internal temperature, making them ideal for transporting temperature-sensitive pharmaceuticals. Whether it’s vaccines, insulin, or other medications that require a specific temperature range to remain effective, insulated cooler bags for medicine provide the necessary insulation to keep these products safe during transportation.


Using insulated cooler bags for pharmaceutical transportation to control temperature fluctuations. These bags are made from high-quality insulating materials that effectively regulate internal temperature, preventing exposure to extreme heat or cold that could compromise the integrity of the medicines. This level of temperature control is critical to ensuring that medications arrive at their destination in optimal condition and ready for use by patients.
In addition to temperature regulation, insulated cooler bags protect against external factors that can damage medicines. By using these bags, drug shipments can be protected from direct sunlight, moisture, and other environmental factors that can alter the composition and effectiveness of the drug. This extra layer of protection is critical to maintaining the quality and efficacy of pharmaceutical products throughout the shipping process.
Thermal bags are designed for durability and reliability, making them a practical option for pharmaceutical transportation. These bags are made of hard-wearing, high-quality material to ensure safe storage of medicines during transportation. Their sturdy construction also gives you peace of mind that your medications are well protected and safe throughout transport.
These bags are lightweight and easy to handle, making them convenient for both the transporter and the recipient on the receiving end. Its compact and portable design facilitates storage and handling, simplifying transportation and minimizing the risk of mishandling or damage to medicines.
Insulated cooler bags are an indispensable tool for transporting pharmaceuticals safely and reliably. By offering reliable temperature control, protection from external factors, durability and convenience, these bags provide a comprehensive solution to pharmaceutical transportation needs. Whether it’s a vaccine, insulin, or other temperature-sensitive medication, using an insulated cooler bag is a prudent, responsible choice to ensure the integrity and effectiveness of your medicine during transportation. Pharmaceutical companies and shipping providers must prioritize the use of insulated cooler bags to maintain the quality and safety of pharmaceutical products throughout the transportation process.
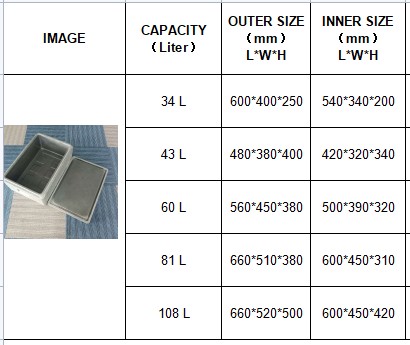
Introducing HUIZHOU Pharmaceutical temperature control packaging solution
For cold chain transportation industry, about 10% products are pharmaceuticals-related,both for human and veterinary use. Usually the temperature-controlled packaging are thermal bag or cooler box together with gel ice packs inside.
For medicine cold chain transportation, we offer solutions for our customers doing business in Pharmaceuticals, Express&Delivery, Warehouse&Logistics.
For medicine cold chain transportation,the temperature-controlled packaging products we offered are gel ice pack, water injection ice pack, hydrate dry ice pack, ice brick, dry ice, thermal bag, cooler boxes, EPS boxes.
WEI GANG DAIRY SUCCESSFULLY PASSES THE NATIONAL “HIGH-QUALITY MILK PROJECT” RE-EVALUATION!
From September 19-20, 2023, the Dairy Industry Alliance organized experts to conduct the second re-evaluation and acceptance of the “High-Quality Milk Project for Pasteurized Milk” at Nanjing Wei Gang Dairy.
The acceptance work was led by Wang Jiaqi, Director of the Institute of Food and Nutrition Development at the Ministry of Agriculture and Rural Affairs and Chairman of the National Dairy Technology Innovation Alliance. The evaluation was hosted by Zhang Yangdong, Secretary-General of the National Dairy Technology Innovation Alliance, and Professor Yang Zhangping, Chief Expert of the Jiangsu Dairy Industry Technology System. Members of the expert group from the National Dairy Technology Innovation Alliance participated in the evaluation. Bai Yuanlong, Chairman of Nanjing Wei Gang Dairy Co., Ltd., Vice President Tian Yu, and relevant department heads attended the acceptance evaluation meeting.
During the acceptance process, Nanjing Wei Gang Dairy received high praise from the expert group! The experts unanimously agreed that Nanjing Wei Gang Dairy Co., Ltd. meets the relevant requirements of the national high-quality milk standards!
Since implementing the high-quality milk project in 2017, Wei Gang Dairy has adhered to the enterprise philosophy of “building farms before developing markets,” always prioritizing quality, freshness, and health in its development. In 2018, three fresh milk products from Wei Gang Dairy passed the high-quality milk project acceptance. In 2019, two new products were added: Wei Gang Zhichun Grass-Fed Fresh Milk and Wei Gang Zhichun Fresh Milk. In 2022, Wei Gang Zhichun High-Quality Fresh Milk was introduced. Over the past seven years, Wei Gang Dairy has undergone semi-annual inspections by the National Dairy Technology Innovation Alliance and multiple third-party evaluations, consistently passing all audits.
The “High-Quality Milk Project” embodies the “Chinese Dream” of providing the nation with good milk. As a dairy enterprise with a 95-year history, Wei Gang Dairy firmly believes that high-quality milk originates from local sources. Creating a high-quality milk that is “warm, loving, and caring” has been the unwavering pursuit and commitment of generations of Wei Gang people.
Seven Years of Commitment
Wei Gang Dairy actively implements the spirit of advancing high-quality development in the dairy industry, enriching the connotation of the “fresh strategy,” and embarking on an optimization and upgrade layout for the entire industrial chain. This includes accelerating the development of large-scale ecological recycling farming bases, digital smart factories, and green logistics systems, paving the way for a safe, healthy, green, low-carbon, nutritious, and fresh high-quality development path.
On the milk source and production end, Wei Gang has built multiple ecological technology farms and intelligent production bases in East China, managing over 40,000 high-quality dairy cows. They have introduced advanced international production and testing equipment. From production to shipment, each batch of Wei Gang milk undergoes at least 28 rigorous tests to ensure quality and safety.
In the cold chain logistics sector, Wei Gang’s extensive cold chain logistics network covers cities in East, Central, North, and South China. In terms of brand promotion, Wei Gang upholds its health mission, continuously conducting activities like “Fresh Education” and “Ten Thousand People Visit Wei Gang” to strengthen consumer awareness of fresh and good milk and enhance confidence in domestic dairy products.
Over the years, Wei Gang Dairy has focused on the high-quality milk project, adhering to its fresh strategy and striving to protect China’s “milk bottle.” With the long-term goal of “Centenary Freshness, Healthy China,” Wei Gang will continue to uphold its commitment to quality, advocate for a healthy lifestyle, educate on scientific milk consumption, and promote new developments in rural revitalization and Healthy China initiatives.
THE IMPORTANCE OF PHARMACEUTICAL COLD CHAIN MANAGEMENT

In the pharmaceutical industry, maintaining the integrity of temperature-sensitive products is paramount. The cold chain refers to the series of processes and equipment used to ensure that pharmaceutical products are stored and transported at the correct temperature to maintain their efficacy and safety. This is crucial for a variety of medications, vaccines, and other healthcare products, as any deviations in temperature can compromise the quality and effectiveness of these products.
Managing the pharmaceutical cold chain involves a range of stakeholders including manufacturers, distributors, logistics providers, and healthcare facilities. Each of these parties plays a crucial role in maintaining the integrity of the cold chain and ensuring that pharmaceutical products reach patients in optimal condition.

One of the key challenges in pharmaceutical cold chain management is the need for strict temperature control throughout the entire supply chain. From the moment a product is manufactured to the time it reaches the end-user, it must be kept within a specified temperature range to prevent degradation. This requires the use of specialized equipment such as refrigerated storage units, insulated packaging, and temperature monitoring devices to track and record temperature variations.
Another important aspect of pharmaceutical cold chain management is ensuring compliance with regulatory requirements. Regulatory bodies, such as the Food and Drug Administration (FDA) in the United States and the European Medicines Agency (EMA) in Europe, have strict guidelines for the storage and transportation of pharmaceutical products. Failure to comply with these regulations can lead to the rejection of products or even legal consequences for the responsible parties.
In recent years, advancements in technology have led to improvements in pharmaceutical cold chain management. For example, the use of temperature-sensitive labels and data loggers allows for real-time monitoring of products, giving stakeholders greater visibility into the conditions in which their products are being stored and transported. Additionally, the development of new packaging materials and insulation technologies has helped to better protect pharmaceutical products from temperature fluctuations during transit.
The importance of pharmaceutical cold chain management has been further highlighted by the global COVID-19 pandemic. With the urgent need for the distribution of vaccines to combat the virus, maintaining the integrity of the cold chain has been a critical factor in ensuring the effectiveness of these life-saving products. The rapid distribution of vaccines to millions of people around the world would not have been possible without the careful management of the cold chain.
Pharmaceutical cold chain management is essential for safeguarding the integrity of temperature-sensitive products throughout the supply chain. It requires collaboration and compliance from all parties involved, as well as the use of advanced technologies to monitor and maintain the correct temperature conditions. As the demand for pharmaceutical products continues to grow, the importance of effective cold chain management will only become more critical in ensuring the safety and efficacy of these products for patients worldwide.
KEEPING MEDICATIONS SAFE AND COOL WITH INSULATED MEDICAL ICE BOXES
As summer approaches and temperatures start to rise, it’s important to consider how to keep medications and pharmaceuticals at the right temperature, especially when traveling or in areas with limited access to refrigeration. This is where insulated medical ice boxes, also known as medical cool bags or pharmaceutical cooling bags, become essential.
Insulated medical ice boxes are specifically designed to keep medications within a safe temperature range, typically between 2°C to 8°C, for extended periods of time. Whether it’s insulin, vaccines, or other temperature-sensitive medications, these ice boxes provide a reliable solution for maintaining the integrity and efficacy of the pharmaceuticals inside.
Medical cool bags’ compact and lightweight design makes them ideal for travel, allowing individuals to carry their medications with them without worrying about exposure to extreme temperatures. For those who need to transport medications for extended periods, such as during camping trips or long flights, these ice boxes provide peace of mind that their medications will remain safe and effective.
In addition to portability, the insulation in these medical cool bags also provides protection against external temperature fluctuations. This is especially important for individuals living in areas with hot climates, where access to reliable refrigeration may be limited. By using an insulated medical ice box, medications can be kept cool and protected from potentially damaging heat.
Insulated medical ice boxes are not only beneficial for individual use, but they also play a crucial role in the healthcare industry. Healthcare providers and pharmaceutical companies rely on these ice boxes to safely transport medications and vaccines to remote or underserved areas, ensuring that patients have access to necessary treatments without compromising their effectiveness.
While choosing the right insulated medical ice box, there are several factors to consider. Size, durability, and the duration of temperature control are all important aspects to keep in mind. Additionally, some ice boxes come with additional features such as rechargeable batteries for continuous cooling or temperature monitoring systems to provide real-time temperature readings.
As with any medical equipment, proper maintenance and care of insulated medical ice boxes are essential to ensure their effectiveness. Regular cleaning and inspection of the ice box’s insulation and cooling mechanisms can help prevent malfunctions and ensure that medications are always kept at the appropriate temperature.
Pharmaceutical cooling bags are an invaluable tool for keeping medications safe and cool, whether for personal use or within the healthcare industry. With their ability to maintain a consistent temperature range and provide portability, they offer a reliable solution for preserving the integrity of temperature-sensitive medications. Whether traveling, camping, or simply living in a hot climate, these medical cool bags are an essential investment for anyone needing to keep their medications cool and effective.