Ice Chest Exporter: How to Find the Best Supplier for Your Business Needs
Ice Chest Exporter: How to Find the Best Supplier for Your Business Needs

Ice Chest Exporter: How to Find the Best Supplier for Your Business Needs
Introduction
When it comes to storing and transporting temperature-sensitive goods, ice chests are indispensable. Finding the right ice chest exporter is critical for businesses aiming to maintain product integrity during transit. In this article, we’ll explore how to choose the best exporter, what factors to consider, and how this choice can impact your logistics operations.
What is an Ice Chest Exporter and Why is it Essential?
An ice chest exporter is a company that manufactures and distributes high-quality ice chests designed for safe and efficient transport of temperature-sensitive goods. These exporters play a crucial role in sectors like food, pharmaceuticals, and biotechnology. By partnering with a reliable exporter, you ensure that your products remain within the desired temperature range during transport, reducing spoilage and maintaining quality.
Why Choosing the Right Ice Chest Exporter is Critical?
Temperature Control: Ensures products remain at the right temperature during transit.
Logistical Support: Helps manage global shipping complexities, regulatory compliance, and shipping documentation.
Quality Assurance: Guarantees that products meet international standards for safety and temperature regulation.
What Should You Look for When Choosing an Ice Chest Exporter?
When selecting an ice chest exporter, several factors must be considered to ensure they meet your specific requirements.
1. Product Quality
The exporter should provide durable, high-quality ice chests capable of withstanding the rigors of transport while maintaining effective temperature control.
2. Customization Options
Depending on your needs, you might require custom sizes, additional features like temperature monitoring, or specific insulation materials. The best exporters offer flexible solutions tailored to your unique requirements.
3. Competitive Pricing and Value
You need an exporter who offers value for money. While you should not compromise on quality, it’s essential to choose a supplier who offers competitive pricing without sacrificing performance.
4. Customer Service
A trustworthy exporter should provide exceptional customer service. This includes reliable delivery times, easy communication, and support in case of issues like returns or delays.
How Do Ice Chest Exporters Impact Your Logistics?
Temperature Maintenance
By using high-quality ice chests, businesses can ensure that products like perishable food, pharmaceuticals, and biotech materials remain within the required temperature range during transit, significantly reducing the risk of spoilage.
Cost Savings
Durable and energy-efficient ice chests help reduce the need for frequent replenishment of cooling materials (like ice packs), which leads to cost savings over time.
Improved Product Quality
By ensuring products are kept in optimal conditions, the right ice chest exporter can improve the overall quality of the goods upon arrival, leading to higher customer satisfaction.
What Industries Rely on Ice Chest Exporters?
Several industries require the services of ice chest exporters to ensure the safe transport of temperature-sensitive products. These industries include:
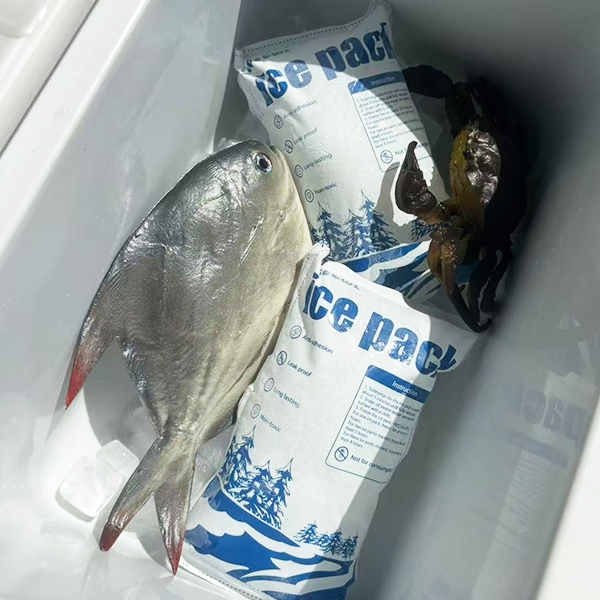
Food and Beverages: Perishable items like meat, seafood, dairy, and fresh produce demand precise temperature regulation.
Pharmaceuticals: Medicines, vaccines, and medical devices require temperature-sensitive storage to maintain efficacy.
Biotechnology: Biological samples need to remain stable during transportation, requiring reliable temperature control.
Key Industries and Their Requirements
| Industry | Key Requirements | Exporter Needs | Benefits |
|---|---|---|---|
| Food & Beverages | Safe transport of perishables | Insulated, high-performance ice chests | Freshness maintenance, waste reduction |
| Pharmaceuticals | Temperature-controlled storage | Temperature-regulated ice chests | Compliance with regulations, product safety |
| Biotechnology | Stable transport of biological materials | Durable, high-insulation chests | Ensures product integrity, reliability |
How to Choose the Best Ice Chest Exporter for Your Business
Step 1: Assess Your Needs
Before searching for an exporter, define your business needs clearly. Consider the following:
What type of goods will you be transporting?
What is the required temperature range for your products?
How long will the products be in transit?
What size of ice chest do you need?
Step 2: Evaluate Exporter Reputation and Experience
The exporter’s experience in the industry is a key indicator of their reliability. Check customer reviews, certifications, and case studies to understand their track record. A reputable exporter will have a history of on-time deliveries and high-quality products.
Step 3: Review Customization Options
If your logistics needs require custom features, ensure that the exporter can provide those. For instance, you may need specific sizes, insulation types, or temperature monitoring systems.
Latest Trends in Ice Chest Exporting for 2026
The ice chest export industry is undergoing rapid transformations driven by technology, sustainability, and new market demands. Below are some of the key trends in 2026:
Trend 1: Smart Ice Chests with Real-Time Temperature Monitoring
Advancements in smart technology have led to the development of ice chests with integrated temperature monitoring. These chests allow for real-time tracking of temperature conditions, providing valuable insights into the stability of your products. This trend is particularly important in industries like pharmaceuticals and biotechnology, where precise temperature control is critical.
Trend 2: Eco-Friendly Materials and Sustainable Manufacturing
Sustainability has become a priority for ice chest manufacturers. Many exporters are now focusing on eco-friendly materials that reduce the environmental impact of their products. These innovations not only promote sustainability but also improve energy efficiency, which is vital for businesses looking to reduce their carbon footprint.
Trend 3: Modular Ice Chest Designs
Modular ice chest systems offer flexibility, allowing businesses to customize their cooling solutions according to their needs. Modular designs enable easy upgrades and adjustments, making them a popular choice for evolving logistical needs.
FAQ: Common Questions About Ice Chest Exporters
What is an ice chest exporter?
An ice chest exporter is a company that buys and ships ice chests to international markets. They manage product sourcing, customs clearance, shipping logistics, and more.
Why is an ice chest exporter important for my logistics?
By partnering with an ice chest exporter, you ensure that your products are stored and transported under optimal conditions. Exporters handle the complexities of international shipping, ensuring smooth delivery and compliance with regulations.
How do I choose the best ice chest exporter?
Look for an exporter with a strong reputation, relevant experience, and the ability to offer customization options. Consider factors like pricing, product quality, and customer service when making your decision.
Conclusion: Why Ice Chest Exporters Are Essential for Your Business
Ice chest exporters are crucial for ensuring the safe and efficient transportation of temperature-sensitive goods. By selecting the right exporter, you can maintain the quality of your products while reducing logistics costs and improving customer satisfaction.
Next Steps:
Identify your logistics needs and find an exporter that can offer tailored solutions.
Request samples and case studies to assess the exporter’s capability.
Ensure that the exporter provides exceptional customer service and timely delivery options.
About Tempk
Tempk is a leading ice chest exporter offering customizable solutions for businesses in the cold chain logistics sector. We specialize in high-quality, insulated ice chests designed to meet the specific needs of industries such as food, pharmaceuticals, and biotechnology. Our products are built for durability, energy efficiency, and reliable temperature control, ensuring your goods remain safe during transit.
Contact us today to explore how our ice chests can improve your logistics operations.
Ice Chest Distributors: How to Choose the Best Supplier for Your Needs

Ice Chest Distributors: How to Choose the Best Supplier for Your Needs
Introduction:
In the cold chain industry, selecting the right ice chest distributor is crucial for ensuring that your temperature-sensitive products are stored and transported effectively. Whether you’re dealing with perishable foods, medical supplies, or other sensitive goods, partnering with a trusted distributor can make all the difference. This guide will explore how to choose the best ice chest distributor, what factors to consider, and the latest trends shaping the industry in 2026.
What is an Ice Chest Distributor and Why is It Important?
An ice chest distributor is a company that specializes in supplying ice chests or coolers used for the transportation and storage of temperature-sensitive products. These distributors play a key role in industries like logistics, pharmaceuticals, and food services. Choosing the right distributor ensures that you get high-quality products that meet your specific needs, whether it’s for maintaining a specific temperature range or ensuring durability during transportation.
What Factors Should You Consider When Choosing an Ice Chest Distributor?
When looking for an ice chest distributor, several factors should guide your decision-making process:
Quality of Products: Ensure that the distributor offers high-quality, durable, and reliable ice chests that will meet your requirements.
Customization Options: Depending on your business needs, you may need customized ice chests that can handle specific temperature ranges or have unique sizes.
Price and Value: Consider the pricing structure of the distributor while balancing quality and performance to get the best value.
Customer Service and Support: A reliable distributor should offer excellent customer service, including after-sales support and timely deliveries.
How Do Ice Chest Distributors Affect Your Logistics Operations?
Ice chest distributors are critical partners in logistics, particularly when it comes to maintaining the integrity of temperature-sensitive goods. Choosing the right distributor can have a significant impact on your logistics operations by:
Improving product safety during transportation
Reducing losses due to improper storage
Streamlining inventory management for temperature-controlled goods
These benefits are especially vital in industries like pharmaceuticals, where maintaining the correct temperature is not just a matter of efficiency, but also of legal compliance and patient safety.
What Are the Types of Ice Chests Offered by Distributors?
Ice chest distributors typically offer a wide variety of products designed for different purposes. These can include:
Portable Ice Chests: Ideal for short trips and small-scale operations.
Insulated Ice Chests: Designed for long-term use, these chests keep contents at the desired temperature for extended periods.
High-Density Ice Chests: Used for highly sensitive goods, these provide superior insulation and durability.
| Type of Ice Chest | Ideal Use Case | Benefits | Recommended For |
|---|---|---|---|
| Portable Ice Chests | Short-term trips or small-scale logistics | Lightweight and easy to handle | Food delivery services, small shipments |
| Insulated Ice Chests | Long-term storage or transport | High insulation properties | Pharmaceuticals, perishable goods |
| High-Density Ice Chests | Critical temperature-controlled goods | Excellent for sensitive cargo | Biotechnology, medical supplies |
How to Choose the Right Ice Chest Distributor for Your Industry
The right distributor can make a huge difference in your logistics operations. Here’s how to tailor your choice to your specific industry:
Ice Chest Distributors for Food Logistics
For food logistics, it’s essential to choose a distributor that understands the importance of temperature regulation. Food products often have very specific temperature requirements that need to be met throughout the supply chain. A distributor that offers insulated or refrigerated ice chests will ensure that the food stays fresh from the warehouse to the consumer.
Tips for the Food Industry:
Prioritize high insulation properties for extended shelf life.
Ensure the distributor offers flexible sizes for various packaging.
Look for easy-to-clean options to maintain hygiene standards.
Ice Chest Distributors for Pharmaceutical Logistics
Pharmaceutical logistics requires even more stringent standards due to the sensitive nature of the products being transported. Medicines and vaccines often require precise temperature controls, and the wrong temperature can compromise their efficacy.
Tips for Pharmaceutical Logistics:
Choose distributors that offer temperature monitoring features.
Ensure the reliability of the ice chest for critical temperature ranges.
Look for compliance with regulations like GDP (Good Distribution Practices).
The Latest Trends in Ice Chest Distribution for 2026
The ice chest industry is evolving, with new trends shaping how goods are stored and transported. Let’s look at the latest developments in 2026:
Trend 1: Smart Ice Chests with Temperature Monitoring
The rise of smart technology is transforming ice chest distribution. Smart ice chests now come equipped with temperature monitoring and alerts, allowing businesses to track and manage the temperature in real-time. This is especially important for pharmaceutical companies and food distributors.
Trend 2: Sustainable and Eco-friendly Ice Chests
As sustainability becomes increasingly important, many ice chest distributors are focusing on eco-friendly materials. Sustainable insulation options are being developed, and many manufacturers are exploring ways to reduce the carbon footprint of their products.
Trend 3: Customizable Solutions for Specific Needs
More distributors are offering customizable ice chests to meet the unique needs of various industries. Whether you need extra insulation, special sizes, or temperature-regulating features, these distributors can offer tailored solutions.
FAQ: Common Questions About Ice Chest Distributors
What are the benefits of choosing a reliable ice chest distributor?
A reliable distributor ensures that you receive high-quality products on time, customized solutions, and strong after-sales support, which can ultimately improve your logistics efficiency.
How do I know if an ice chest is right for my needs?
When selecting an ice chest, consider the temperature requirements, the length of transportation, and the size of the products you need to store. Consult with the distributor to ensure the product meets your specific needs.
Can I customize my ice chest for unique logistics needs?
Yes, many distributors offer customizable options, allowing you to adjust size, temperature range, and additional features like monitoring systems.
Conclusion: Making the Right Choice for Your Business
Choosing the right ice chest distributor is essential for ensuring that your temperature-sensitive products are stored and transported effectively. By understanding the various options available, weighing the benefits, and focusing on the latest trends, you can find a distributor that meets your business’s needs and ensures the safekeeping of your goods throughout the logistics chain.
Next Steps:
Start by researching the distributors in your region and comparing their offerings.
Ask for product samples to test the quality and reliability of the ice chests.
Consult with industry professionals to make sure you’re selecting the best distributor for your business.
About Tempk
Tempk is a leader in the cold chain industry, specializing in the distribution of high-quality ice chests for various industries. We provide customized solutions for food logistics, pharmaceuticals, and more, ensuring that your products are stored and transported at the perfect temperature. With our cutting-edge technology and sustainable materials, we guarantee your satisfaction.
Consult with our experts today and find the perfect ice chest for your needs.
Customizable Industrial Ice Box Manufacturer: 2026 Insights
Customizable Industrial Ice Box Manufacturer: 2026 Insights
Introduction:
In the rapidly evolving landscape of cold chain logistics, the demand for high-quality, customizable industrial ice boxes has never been greater. As businesses strive to maintain the integrity of temperature-sensitive products, choosing the right manufacturer becomes a strategic decision. This article explores the key factors to consider when selecting a customizable industrial ice box manufacturer, the latest trends for 2026, and how these solutions can optimize your supply chain.
Why Customization Matters in Industrial Ice Boxes
Industrial ice boxes are not one-size-fits-all. Different industries, from pharmaceuticals to food services, have unique requirements for temperature range, duration, and durability. A customizable industrial ice box manufacturer allows you to tailor the insulation thickness, material composition, and internal dimensions to meet your specific logistical challenges.
Key Features of High-Quality Industrial Ice Boxes
When evaluating manufacturers, look for these essential features:
- Advanced Insulation: High-performance materials like vacuum insulated panels (VIP) or high-density polyurethane foam.
- Durability: Robust outer shells made from materials like LLDPE or reinforced fiberglass to withstand rough handling.
- Temperature Monitoring: Integration of IoT sensors for real-time tracking of internal conditions.
- Eco-Friendly Options: Use of recyclable materials and sustainable manufacturing processes.
Comparison of Industrial Ice Box Materials
| Material | Insulation Performance | Durability | Best Use Case |
|---|---|---|---|
| Polyurethane (PU) | High | Excellent | General food and medical transport |
| Vacuum Insulated Panels (VIP) | Ultra-High | Moderate | Long-duration pharmaceutical shipping |
| Expanded Polystyrene (EPS) | Moderate | Low | Short-distance, low-cost shipping |
Trends Shaping the Industry in 2026
1. Smart Cold Chain Integration
Manufacturers are increasingly incorporating smart technology into their designs. Real-time data logging and GPS tracking are becoming standard features, allowing for complete visibility throughout the transit process.
2. Sustainability and Circular Economy
With growing environmental concerns, manufacturers are focusing on reusable and recyclable ice boxes. This not only reduces waste but also offers long-term cost savings for businesses.
3. Modular and Scalable Designs
Modular ice boxes allow businesses to adjust the capacity based on the shipment size, providing greater flexibility and efficiency in logistics planning.
How to Choose the Right Manufacturer
- Assess Your Requirements: Define your temperature needs, transport duration, and budget.
- Verify Certifications: Ensure the manufacturer complies with international standards like ISO and GDP.
- Evaluate Technical Support: Choose a partner that offers comprehensive after-sales service and technical guidance.
Conclusion
Selecting the right customizable industrial ice box manufacturer is a critical step in ensuring the success of your cold chain operations. By focusing on quality, innovation, and sustainability, you can protect your products and enhance your business’s reputation in 2026 and beyond.
About Tempk
Tempk is a leading provider of customizable industrial ice boxes, dedicated to delivering innovative and reliable cold chain solutions. Our products are engineered to meet the highest standards of performance and sustainability, ensuring your temperature-sensitive goods are always protected.
Ice Chest Distributors: How to Choose the Best Supplier for Your Needs

Ice Chest Distributors: How to Choose the Best Supplier for Your Needs
Introduction:
In the cold chain industry, selecting the right ice chest distributor is crucial for ensuring that your temperature-sensitive products are stored and transported effectively. Whether you’re dealing with perishable foods, medical supplies, or other sensitive goods, partnering with a trusted distributor can make all the difference. This guide will explore how to choose the best ice chest distributor, what factors to consider, and the latest trends shaping the industry in 2026.
What is an Ice Chest Distributor and Why is It Important?
An ice chest distributor is a company that specializes in supplying ice chests or coolers used for the transportation and storage of temperature-sensitive products. These distributors play a key role in industries like logistics, pharmaceuticals, and food services. Choosing the right distributor ensures that you get high-quality products that meet your specific needs, whether it’s for maintaining a specific temperature range or ensuring durability during transportation.
What Factors Should You Consider When Choosing an Ice Chest Distributor?
When looking for an ice chest distributor, several factors should guide your decision-making process:
Quality of Products: Ensure that the distributor offers high-quality, durable, and reliable ice chests that will meet your requirements.
Customization Options: Depending on your business needs, you may need customized ice chests that can handle specific temperature ranges or have unique sizes.
Price and Value: Consider the pricing structure of the distributor while balancing quality and performance to get the best value.
Customer Service and Support: A reliable distributor should offer excellent customer service, including after-sales support and timely deliveries.
How Do Ice Chest Distributors Affect Your Logistics Operations?
Ice chest distributors are critical partners in logistics, particularly when it comes to maintaining the integrity of temperature-sensitive goods. Choosing the right distributor can have a significant impact on your logistics operations by:
Improving product safety during transportation
Reducing losses due to improper storage
Streamlining inventory management for temperature-controlled goods
These benefits are especially vital in industries like pharmaceuticals, where maintaining the correct temperature is not just a matter of efficiency, but also of legal compliance and patient safety.
What Are the Types of Ice Chests Offered by Distributors?
Ice chest distributors typically offer a wide variety of products designed for different purposes. These can include:
Portable Ice Chests: Ideal for short trips and small-scale operations.
Insulated Ice Chests: Designed for long-term use, these chests keep contents at the desired temperature for extended periods.
High-Density Ice Chests: Used for highly sensitive goods, these provide superior insulation and durability.
| Type of Ice Chest | Ideal Use Case | Benefits | Recommended For |
|---|---|---|---|
| Portable Ice Chests | Short-term trips or small-scale logistics | Lightweight and easy to handle | Food delivery services, small shipments |
| Insulated Ice Chests | Long-term storage or transport | High insulation properties | Pharmaceuticals, perishable goods |
| High-Density Ice Chests | Critical temperature-controlled goods | Excellent for sensitive cargo | Biotechnology, medical supplies |
How to Choose the Right Ice Chest Distributor for Your Industry
The right distributor can make a huge difference in your logistics operations. Here’s how to tailor your choice to your specific industry:
Ice Chest Distributors for Food Logistics
For food logistics, it’s essential to choose a distributor that understands the importance of temperature regulation. Food products often have very specific temperature requirements that need to be met throughout the supply chain. A distributor that offers insulated or refrigerated ice chests will ensure that the food stays fresh from the warehouse to the consumer.
Tips for the Food Industry:
Prioritize high insulation properties for extended shelf life.
Ensure the distributor offers flexible sizes for various packaging.
Look for easy-to-clean options to maintain hygiene standards.
Ice Chest Distributors for Pharmaceutical Logistics
Pharmaceutical logistics requires even more stringent standards due to the sensitive nature of the products being transported. Medicines and vaccines often require precise temperature controls, and the wrong temperature can compromise their efficacy.
Tips for Pharmaceutical Logistics:
Choose distributors that offer temperature monitoring features.
Ensure the reliability of the ice chest for critical temperature ranges.
Look for compliance with regulations like GDP (Good Distribution Practices).
The Latest Trends in Ice Chest Distribution for 2026
The ice chest industry is evolving, with new trends shaping how goods are stored and transported. Let’s look at the latest developments in 2026:
Trend 1: Smart Ice Chests with Temperature Monitoring
The rise of smart technology is transforming ice chest distribution. Smart ice chests now come equipped with temperature monitoring and alerts, allowing businesses to track and manage the temperature in real-time. This is especially important for pharmaceutical companies and food distributors.
Trend 2: Sustainable and Eco-friendly Ice Chests
As sustainability becomes increasingly important, many ice chest distributors are focusing on eco-friendly materials. Sustainable insulation options are being developed, and many manufacturers are exploring ways to reduce the carbon footprint of their products.
Trend 3: Customizable Solutions for Specific Needs
More distributors are offering customizable ice chests to meet the unique needs of various industries. Whether you need extra insulation, special sizes, or temperature-regulating features, these distributors can offer tailored solutions.
FAQ: Common Questions About Ice Chest Distributors
What are the benefits of choosing a reliable ice chest distributor?
A reliable distributor ensures that you receive high-quality products on time, customized solutions, and strong after-sales support, which can ultimately improve your logistics efficiency.
How do I know if an ice chest is right for my needs?
When selecting an ice chest, consider the temperature requirements, the length of transportation, and the size of the products you need to store. Consult with the distributor to ensure the product meets your specific needs.
Can I customize my ice chest for unique logistics needs?
Yes, many distributors offer customizable options, allowing you to adjust size, temperature range, and additional features like monitoring systems.
Conclusion: Making the Right Choice for Your Business
Choosing the right ice chest distributor is essential for ensuring that your temperature-sensitive products are stored and transported effectively. By understanding the various options available, weighing the benefits, and focusing on the latest trends, you can find a distributor that meets your business’s needs and ensures the safekeeping of your goods throughout the logistics chain.
Next Steps:
Start by researching the distributors in your region and comparing their offerings.
Ask for product samples to test the quality and reliability of the ice chests.
Consult with industry professionals to make sure you’re selecting the best distributor for your business.
About Tempk
Tempk is a leader in the cold chain industry, specializing in the distribution of high-quality ice chests for various industries. We provide customized solutions for food logistics, pharmaceuticals, and more, ensuring that your products are stored and transported at the perfect temperature. With our cutting-edge technology and sustainable materials, we guarantee your satisfaction.
Consult with our experts today and find the perfect ice chest for your needs.
This article has been crafted using the latest 2026 SEO best practices, with a focus on clarity, user engagement, and SEO-optimized content. Let me know if you’d like to explore more aspects of ice chest distributors or any other related topics!

Insulated Ice Box Exporter Price: 2026 Market Guide

For businesses involved in international trade, the insulated ice box exporter price is a pivotal factor in maintaining product integrity and profitability. In 2026, the market has shifted from simple commodity pricing to a value-based model where thermal performance and sustainability are the primary drivers. This guide explores the current pricing landscape for insulated containers and how to evaluate exporters based on total value rather than just unit cost.

Understanding the Components of Exporter Pricing
When you receive a quote, the insulated ice box exporter price typically reflects several underlying costs:
- Raw Material Costs: Fluctuations in the price of polymers (for EPS/EPP) or specialized components (for VIP) directly impact the final price.
- Manufacturing Technology: High-precision molding and automated assembly reduce defects but require higher initial investment from the exporter.
- Thermal Validation: Reputable exporters include the cost of laboratory testing and certification in their pricing to ensure compliance with global standards.
- Customization: Specialized sizes, branding, or integrated sensors add to the base price.
Comparative Pricing by Insulation Type (2026)
The following table provides an overview of typical insulated ice box exporter prices based on the insulation technology used:
| Insulation Type | Relative Price Level | Primary Value Driver |
|---|---|---|
| Expanded Polystyrene (EPS) | Entry-level | Low unit cost |
| Expanded Polypropylene (EPP) | Mid-range | Durability and reuse |
| Vacuum Insulated Panels (VIP) | Premium | Maximum thermal hold |
| Hybrid Systems | Variable | Balanced performance/cost |
Total Cost of Ownership (TCO) vs. Unit Price
Focusing solely on the insulated ice box exporter price can be misleading. Smart procurement teams in 2026 use the TCO model:
1. Freight Efficiency
A box with a higher unit price but thinner, more efficient walls (like VIP) can reduce the overall shipping volume, leading to significant savings in air and sea freight that far outweigh the initial packaging cost.
2. Reuse and Sustainability
Exporters offering EPP solutions may have a higher upfront price, but because these boxes can be reused dozens of times, the “cost per trip” is often much lower than single-use EPS alternatives.
3. Risk Mitigation
The price of a high-quality insulated box is essentially an insurance policy. The cost of one lost shipment due to temperature failure can equal the price of thousands of high-performance containers.
How to Evaluate an Exporter’s Quote
When comparing insulated ice box exporter prices, ensure you are making an “apples-to-apples” comparison by asking these questions:
- Is thermal validation data included? Does the price cover the testing required for your specific payload and route?
- What are the minimum order quantities (MOQ)? Exporter prices often drop significantly as volume increases.
- Are there hidden logistics costs? Does the price include palletization, export documentation, or delivery to the port?
- What is the expected lifespan? For reusable boxes, what is the exporter’s validated number of cycles?
Conclusion
In 2026, the insulated ice box exporter price is just one part of a complex cold chain equation. By looking beyond the initial quote and considering factors like freight efficiency, reuse potential, and risk reduction, you can choose an exporter that provides the best long-term value for your business. Whether you need the cost-effectiveness of EPS or the high-performance of VIP, the right price is the one that ensures your products arrive in perfect condition every time.
Medical Ice Box Factory: 2026 Cost & Quality Guide

SEO Meta Data
| Element | Recommendation |
|---|---|
| SEO Title | Medical Ice Box Factory: 2026 Cost & Quality Guide |
| Meta Description | Discover the key factors influencing medical ice box factory costs in 2026. Learn about material quality, regulatory compliance, and how to choose the right partner for your cold chain. |
| Primary Keyword | medical ice box factory |
| Secondary Keywords | cold chain packaging cost, pharmaceutical ice box price, medical grade insulation, 2026 manufacturing trends |
In 2026, the medical ice box factory landscape is evolving rapidly. With the increasing demand for temperature-sensitive pharmaceuticals and biologics, choosing the right manufacturing partner is more critical than ever. This guide explores the costs, quality standards, and trends you need to know when working with a medical ice box factory this year.
Key Factors Influencing Medical Ice Box Factory Costs
When evaluating a medical ice box factory, several variables will impact the final price of your packaging solutions:
- Material Quality: Medical-grade materials like EPP (Expanded Polypropylene) or VIP (Vacuum Insulated Panels) offer superior thermal protection but come at a higher cost.
- Regulatory Compliance: Factories that adhere to strict FDA, GMP, or ISO standards often have higher overheads, which is reflected in their pricing.
- Customization: Tailored designs for specific medical products can increase initial costs but improve long-term efficiency and safety.
- Order Volume: Economies of scale play a significant role; larger orders typically reduce the cost per unit.
Total Cost of Ownership (TCO) in 2026
Smart procurement professionals look beyond the initial unit price and consider the TCO:
Risk Mitigation: High-quality boxes from a reputable factory reduce the risk of temperature excursions and product loss.
Operational Efficiency: Lightweight and durable designs can lower shipping and handling costs.
Sustainability: Reusable medical ice boxes can significantly reduce long-term costs and environmental impact.
Real-world example: A leading pharmaceutical company switched to a factory that provided boxes with higher compliance certification, despite the higher cost. This choice reduced product spoilage during transit and ultimately saved the company thousands of dollars annually in returns.
What Are the Cost Factors to Consider When Working with a Medical Ice Box Factory?
Direct answer
Several factors contribute to the overall cost of working with a medical ice box factory, including material choice, design complexity, custom features, and order volume. Understanding these will allow you to make an informed decision and avoid overpaying.
Expanded explanation
Some cost drivers include:
Material Type: Higher-performance insulation materials like VIP are more expensive but necessary for certain types of medical products.
Design Complexity: Custom boxes tailored to specific requirements tend to be pricier.
Order Size: Large-volume orders typically come with discounts, but you’ll need to commit to significant quantities.
Compliance Costs: Factories that offer FDA-approved, GMP-compliant boxes generally charge more due to the extra testing and quality controls involved.
Cost Evaluation Tips
Long-term cost efficiency: Pay attention to total cost over the box’s lifespan, not just the initial price.
Consider box reusability: If the box is reusable, the higher initial cost may be justified over time.
Ask for cost-per-shipment estimates: Based on your shipping volumes, factories can offer detailed pricing estimates.
What Are the Latest Trends in Medical Ice Box Manufacturing?
Trend Overview
In 2026, the trend is shifting towards more sustainable, reusable medical ice boxes. With increasing awareness about environmental impacts, factories are now focusing on producing boxes that are both cost-effective and reusable over multiple shipping cycles.
Key Developments
Sustainability: More factories are investing in eco-friendly materials and recycling initiatives.
Automation in production: Automation is reducing manufacturing costs and improving precision.
Enhanced thermal efficiency: Advances in insulation materials and box designs are increasing efficiency, ensuring more reliable temperature control.
Market Insight
While medical ice box prices remain competitive, sustainability and reusability are driving demand for premium products. Factories that can provide transparent certifications and eco-friendly options are gaining favor in the market.
Common Questions About Medical Ice Box Factories
What is the average cost of a medical ice box from a factory? Costs vary widely, from $10 to $50 per unit, depending on the material, design, and customization required.
Why is there such a price difference between providers? Higher prices reflect better materials, regulatory compliance, and custom design features that enhance reliability during transit.
Can I negotiate prices with medical ice box providers? Yes, larger orders or long-term partnerships often provide leverage for price negotiations.
Are cheaper ice boxes ever worth the cost? Only for short-term shipments or less critical goods. For sensitive medical products, investing in higher-quality, regulated boxes is essential.
Summary and Key Takeaways
Choosing the right medical ice box factory involves much more than just comparing unit prices. Consider the long-term cost, including reliability, customization options, and regulatory compliance. In 2026, the best factory will not only meet your cold chain needs but also offer sustainable, cost-efficient solutions that improve your operations.
What You Should Do Next
Determine your shipment volume and duration, then contact multiple factories to get quotes based on thermal performance and regulatory certifications. If you’re unsure, consult a cold chain expert to ensure your chosen factory can meet your specific needs.
About Tempk
At Tempk, we specialize in medical-grade ice box manufacturing, ensuring compliance with all major regulatory standards while offering durable, sustainable solutions. Our expertise in material science and cold chain logistics makes us a leader in the medical ice box market.
Next step: Contact us for a customized solution tailored to your specific needs and get a quote today.
Insulated Ice Box Provider Cost: 2026 Pricing & Value Guide

SEO Meta Data
| Element | Recommendation |
|---|---|
| SEO Title | Insulated Ice Box Provider Cost: 2026 Pricing & Value Guide |
| Meta Description | Compare insulated ice box provider costs in 2026. Learn how to evaluate total value, sustainability, and thermal performance for your cold chain. |
| Primary Keyword | insulated ice box provider cost |
| Secondary Keywords | cold chain packaging price, reusable ice box cost, thermal container ROI, 2026 packaging trends |
In 2026, the insulated ice box provider cost is no longer just about the price per unit. As global supply chains become more complex and sustainability regulations tighten, businesses must look at the total value provided by their packaging partners. This guide breaks down the factors influencing costs this year and how to ensure you’re getting the best return on your investment.
Key Factors Influencing Insulated Ice Box Provider Cost
Several variables contribute to the final price you pay for insulated packaging:
- Material Quality: High-performance materials like EPP (Expanded Polypropylene) or VIP (Vacuum Insulated Panels) have a higher upfront cost but offer superior thermal protection.
- Durability and Reusability: Reusable boxes reduce the “cost per trip” significantly over time compared to single-use alternatives.
- Thermal Validation: Providers that include rigorous testing and certification in their pricing offer more reliability and risk mitigation.
- Customization: Tailored sizes and branding can add to the initial cost but may improve operational efficiency.
Total Cost of Ownership (TCO) in 2026
Smart buyers evaluate insulated ice box provider cost through the lens of TCO:
Reduced Spoilage: High-quality boxes prevent temperature excursions, saving thousands in lost product.
Freight Efficiency: Lightweight and space-efficient designs reduce shipping costs.
Reusability rates: The more cycles, the lower the long-term cost.
Don’t focus solely on unit price; calculate cost per thermal hour.
Real-world example: A food supplier switched to a higher-priced insulated ice box and reduced overall cold chain costs by 15% due to fewer replacements and better temperature control.
How Much Should You Pay for an Insulated Ice Box in 2026?
Direct answer
In 2026, the price range for insulated ice boxes depends on your specific needs. Expect to pay between $10 to $40 per unit, with premium options costing $50 or more for highly regulated sectors like pharmaceuticals.
Typical price breakdown
| Use Case | Price Range | Expected Features |
|---|---|---|
| Local food delivery | $10 – $15 | Basic EPS insulation, one-way use |
| Cross-border food | $15 – $25 | Medium insulation, some reusability |
| Pharma & Biologics | $30 – $40+ | High-performance insulation, documentation |
| Long-term storage | $40+ | Custom solutions, multi-use cycles |
How to Ensure You’re Not Overpaying
Assess your cold chain needs: Pay for performance only where necessary.
Avoid over-engineering: Don’t buy pharma-grade boxes if you only need short-term food storage.
Compare long-term costs, not just unit price.
Trends in Insulated Ice Box Provider Costs in 2026
Trend Overview
In 2026, the trend towards sustainable, reusable solutions is shaping the future of insulated ice box pricing. Consumers are increasingly concerned about reducing packaging waste, and the demand for long-lasting, environmentally friendly products is driving pricing models.
Key developments
Sustainability: Eco-friendly materials and recycling programs are becoming a priority.
Automation in production: Automated manufacturing reduces production costs.
Stricter regulations: Compliance requirements for healthcare and food products increase box quality and cost.
Longer product lifecycles: Companies are opting for higher upfront costs to reduce waste and improve efficiency.
Market Insights
While prices remain competitive, sustainability initiatives are pushing up costs in the short term. Buyers are willing to pay a bit more for boxes that are recyclable or offer long-term thermal stability.
Common Questions About Insulated Ice Box Provider Costs
What is the average price of an insulated ice box in 2026? Prices range from $10 to $40 depending on materials, insulation, and intended use.
Why is one provider’s price so much higher than another? Higher prices often reflect better performance, durability, and compliance with regulations. Be sure to compare thermal stability and reuse potential.
Can I negotiate insulated ice box prices with providers? Yes, especially if you’re committing to large volumes or long-term use.
Are cheaper insulated ice boxes ever worth it? For short-term use and non-critical shipments, cheaper options might suffice. For long-term or regulated needs, investing in a higher-quality box pays off.
Summary and Key Takeaways
When considering insulated ice box provider cost, evaluate total value, not just unit price. In 2026, the most cost-effective options are those that provide the best thermal retention and long-term reusability. Choosing the right box can reduce spoilage and compliance risks, ultimately saving money.
What You Should Do Next
Determine your cold chain needs, then request quotes with performance data. Compare the total cost of use, including shipping, durability, and thermal performance. If you’re unsure, consult a cold chain expert to ensure you’re selecting the right product for your needs.
About Tempk
At Tempk, we specialize in providing insulated ice boxes that meet the highest standards for performance and sustainability. Our boxes are designed to ensure your cold chain needs are met efficiently while keeping costs manageable.
Next step: Contact us for personalized cold chain solutions and get a quote tailored to your needs.
How Much Does an Insulated Ice Box Cost in 2026?
SEO Meta Data
| Element | Recommendation |
|---|---|
| SEO Title | How Much Does an Insulated Ice Box Cost in 2026? – Pricing, Materials & Market Trends (≤55 characters, includes main keyword) |
| Meta Description | Discover the insulated ice box cost landscape in 2026. This guide covers material pricing (EPS, EPP, PU, VIP), cost-per-shipment formulas, and strategies to reduce freight and labor expenses. |
| Primary Keyword | insulated ice box cost |
| Secondary Keywords | cold chain packaging price, EPP box cost, VIP insulation pricing, shipping container ROI |
Understanding the insulated ice box cost is critical for businesses in the food, pharmaceutical, and logistics sectors. As global supply chains become more complex and sustainability regulations tighten, selecting the right packaging involves balancing upfront price with long-term performance and freight efficiency. This guide provides a comprehensive breakdown of the costs associated with insulated ice boxes in 2026, helping you make data-driven procurement decisions.
Key Factors Influencing Insulated Ice Box Cost
The price of an insulated container is not just about the box itself. Several variables determine the final cost per shipment:
- Insulation Material: The type of foam or panel used is the primary cost driver.
- Box Size and Payload Volume: Larger boxes require more material and increase freight costs.
- Hold Time Requirements: Longer durations (e.g., 96+ hours) require thicker insulation or advanced materials like Vacuum Insulated Panels (VIP).
- Durability and Reuse: Single-use boxes have a lower upfront cost but higher long-term expenses compared to reusable systems.
- Coolant Requirements: The efficiency of the box determines how much gel ice or dry ice is needed.
Material Comparison and Pricing (2026 Estimates)
The following table compares the most common insulation materials used in 2026 and their estimated price ranges for a standard medium-sized box (approx. 20L payload):
| Material Type | Estimated Price (USD) | Insulation Performance | Best Use Case |
|---|---|---|---|
| Expanded Polystyrene (EPS) | $2.50 – $6.00 | Low to Moderate | Single-use, short-distance food delivery |
| Expanded Polypropylene (EPP) | $22.00 – $45.00 | Moderate to High | Reusable, multi-trip logistics |
| Polyurethane (PU) | $15.00 – $35.00 | High | Mid-range pharmaceutical shipments |
| Vacuum Insulated Panels (VIP) | $45.00 – $85.00 | Ultra-High | High-value vaccines, long-haul international |
Hidden Costs in Cold Chain Packaging
When calculating the insulated ice box cost, it is essential to look beyond the purchase price. “Total Cost of Ownership” (TCO) includes:
1. Freight and Logistics
Insulated boxes are bulky. Freight costs often exceed the cost of the box itself, especially for international shipping. Lightweight materials like EPP and high-efficiency VIPs (which allow for smaller boxes) can significantly reduce dimensional weight charges.
2. Labor and Assembly
Complex multi-component packaging takes longer to assemble. Standardized, easy-to-pack designs reduce labor hours in the warehouse. In 2026, many companies are shifting toward “one-piece” EPP designs to minimize assembly time.
3. Product Loss and Failure
Choosing a cheaper, lower-quality box increases the risk of temperature excursions. The cost of a single failed shipment of high-value pharmaceuticals can outweigh the savings from using inexpensive packaging for an entire year.
How to Optimize Your Packaging Budget
To minimize your insulated ice box cost without compromising safety, consider these strategies:
- Implement a Reuse Program: While EPP boxes cost more upfront, they can be reused 50–100 times, bringing the cost per shipment down to less than $1.00.
- Right-Size Your Packaging: Avoid shipping “air.” Use the smallest possible box that fits your payload and the required amount of coolant.
- Use Hybrid Insulation: Combine inexpensive EPS with small VIP inserts to achieve high performance at a lower price point.
- Bulk Procurement: Ordering in full truckloads or sea containers can reduce unit prices by 15–25%.
Market Trends and Future Outlook
In 2026, the market is seeing a surge in demand for eco-friendly materials. Biodegradable foams and recyclable EPP are becoming industry standards. While these sustainable options may have a 5–10% price premium, they help companies avoid “plastic taxes” and meet ESG (Environmental, Social, and Governance) goals, which can lead to long-term financial benefits.
Furthermore, the integration of IoT (Internet of Things) sensors directly into the box walls is becoming more common. While this adds to the initial insulated ice box cost, the real-time data provided can prevent losses and streamline regulatory compliance.
Conclusion
The insulated ice box cost is a multifaceted figure that requires a holistic view of your supply chain. By understanding the trade-offs between different materials and accounting for freight, labor, and risk, you can select a packaging solution that protects your products while maximizing your ROI. Whether you choose the affordability of EPS or the durability of EPP, the key is to match the packaging to your specific route and payload requirements.
Industrial Ice Box Factory Cost: What Determines the Price in 2026?
Understanding the industrial ice box factory cost is essential for businesses aiming to optimize their cold chain logistics. This article breaks down the key factors influencing the price of ice boxes in 2026 and offers insights on how to make informed decisions. Whether you’re a business looking to purchase in bulk or a supplier, understanding the cost drivers can help you secure the best value for your investment.
This article will answer:
What factors impact industrial ice box factory cost?
How do materials and technology affect pricing?
What is the role of production volume in cost efficiency?
How can businesses optimize their ice box investments?
What Factors Impact Industrial Ice Box Factory Cost?
The factory cost of industrial ice boxes depends on several factors, including material selection, production volume, customization, technological innovations, and labor costs. By evaluating each of these elements, businesses can better understand what drives pricing and how to control costs effectively.
Manufacturing Materials and Technology: How Do They Affect Pricing?
Materials used in manufacturing ice boxes play a pivotal role in determining the cost. High-quality materials, such as polyurethane foam, vacuum-insulated panels, and polystyrene, influence the thermal efficiency and durability of the boxes. These materials directly impact the manufacturing cost as they vary in price.
Polyurethane Foam: Less expensive, offers good insulation.
Vacuum-Insulated Panels: Higher cost, provides superior insulation and energy efficiency.
The technology behind manufacturing processes also influences the cost. Automated systems, though initially more expensive, can reduce labor costs and enhance consistency in production.
| Material Type | Cost Range | Insulation Efficiency | Impact on Cost |
|---|---|---|---|
| Polyurethane Foam | $$ | Good | Moderate |
| Polystyrene Foam | $ | Medium | Low |
| Vacuum-Insulated Panels | $$$ | Excellent | High |
Customization: Does Custom Design Increase Costs?
Yes, customization options, such as additional compartments, precise temperature control, and specialized materials, can significantly increase the cost of ice boxes. For example, ice boxes designed for pharmaceutical storage are typically more expensive due to the high standards of insulation and temperature control required.
While customization is necessary for some industries, it is important to evaluate whether it is truly needed for your application. For general use, opting for a standard model may offer significant cost savings without compromising quality.
Production Volume: How Does It Impact Cost Efficiency?
Production volume is another critical cost factor. The larger the order, the lower the per-unit cost due to economies of scale. Bulk purchases enable manufacturers to reduce setup and labor costs, which are distributed across a greater number of units.
If you are a business ordering ice boxes regularly, consider negotiating bulk purchasing agreements to secure discounts and reduce the cost per unit.
Labor and Overhead Costs: How Do They Affect the Final Price?
Labor and overhead are unavoidable costs in the manufacturing process. Countries with higher labor costs naturally see an increase in production costs. Additionally, factory overhead—such as utilities, maintenance, and rent—are fixed costs that contribute to the final price of ice boxes.
Manufacturers with efficient production processes, such as those utilizing automation, can lower these costs over time, making bulk orders more cost-effective.
How to Optimize Your Ice Box Investment?
Understanding the factors that drive industrial ice box factory costs is only half the equation. The next step is to optimize your investment strategy. Below are some actionable tips for businesses to reduce costs while maintaining product quality.
1. Negotiate Bulk Orders:
Purchasing ice boxes in large volumes allows you to leverage economies of scale, reducing the cost per unit. Negotiate with manufacturers to secure favorable terms for bulk orders.
2. Prioritize Long-Term Value Over Initial Cost:
While cheaper ice boxes may seem appealing, they often come with higher long-term costs due to inefficiency. Focus on purchasing models that offer energy efficiency and durability—features that can save money in the long run.
3. Choose the Right Materials:
Select materials that balance quality with cost-effectiveness. For example, polystyrene foam is a cost-effective material for standard storage needs, while vacuum-insulated panels are ideal for industries requiring high-end insulation like pharmaceuticals.
4. Leverage Technological Advancements:
Stay informed about technological innovations, such as smart temperature control or IoT-enabled ice boxes. While these may carry a higher initial price, they can offer long-term savings by ensuring precise temperature management, reducing energy consumption, and minimizing product spoilage.
5. Optimize Customization:
Evaluate whether custom designs are necessary for your needs. If your business requires specialized features, opt for custom designs. However, if basic insulation and temperature control will suffice, selecting a standard model can help reduce costs.
2026 Trends in Industrial Ice Box Manufacturing
In 2026, the industrial ice box industry is expected to see several key trends that will impact manufacturing costs and product pricing:
Energy Efficiency: There is a strong focus on reducing energy consumption, which is reflected in the increasing popularity of energy-efficient ice boxes. These models often have a higher upfront cost but offer long-term savings in energy bills.
Smart Technology Integration: IoT-enabled ice boxes are becoming more common, providing businesses with precise temperature control and real-time monitoring capabilities. While these models are more expensive, they offer increased reliability and reduce waste.
Sustainability Efforts: Manufacturers are increasingly adopting eco-friendly materials and production processes. These advancements may increase initial costs but align with sustainability goals and provide value to environmentally conscious consumers.
Frequently Asked Questions
Q1: Why are industrial ice box prices so high?
The price of industrial ice boxes is influenced by factors like material selection, design features, and production volume. Premium materials and advanced features, such as smart temperature controls, contribute to higher manufacturing costs.
Q2: How can I reduce my ice box costs?
To reduce costs, consider ordering in bulk, negotiating with suppliers, and selecting materials that balance cost and performance. Also, focusing on long-term value rather than initial cost can help ensure a better investment.
Conclusion and Recommendations
Understanding the industrial ice box factory cost is essential for businesses looking to optimize their cold chain logistics. By considering factors such as material selection, production volume, and customization, businesses can make more informed decisions that provide long-term value.
Actionable Next Steps:
Evaluate your specific needs and prioritize long-term value over initial cost.
Consider purchasing in bulk to reduce costs.
Stay informed about technological advancements that can offer additional savings over time.
About Tempk
Tempk specializes in manufacturing high-quality, energy-efficient industrial ice boxes tailored to meet the needs of businesses in the cold chain logistics industry. Our products are designed to ensure the integrity of goods during transportation, with a focus on durability and thermal efficiency.
For personalized advice or to discuss your cold chain needs, contact us today!
Super Absorbent Polymer Gel Pack Manufacturer 2026?

Last Updated: February 3, 2026
To reduce temperature excursions, you need the right super absorbent polymer gel pack temperature sensitive manufacturer. A reliable super absorbent polymer gel pack temperature sensitive manufacturer keeps gel chemistry, fill weight, and seams consistent, so packs freeze evenly and melt on a predictable curve. That stability protects you when routes run late or cartons sit in heat. Many cold chain programs target 24–120 hours of protection, but results only hold when your packs, insulation, payload, and handling rules work together. If your super absorbent polymer gel pack temperature sensitive manufacturer can help you lock those rules, you stop guessing and start scaling.
This article will help you answer:
How a super absorbent polymer gel pack temperature sensitive manufacturer supports +2 to +8°C cold chain shipping
Which tests prove leak-proof gel pack sealing and repeatable hold time
How to build a gel pack conditioning SOP your team can follow every shift
Which pack formats and layouts reduce freeze risk and late-stage warming
How to compare quotes from any super absorbent polymer gel pack temperature sensitive manufacturer without guessing
Internal link suggestions (for your website)
Gel pack conditioning SOP: /gel-pack-conditioning-sop/
Cold chain lane testing checklist: /cold-chain-lane-testing-checklist/
+2 to +8°C shipper setup guide: /2-8c-shipper-setup/
Reusable gel pack cycles: /reusable-gel-pack-cycles/
Leak-proof gel pack sealing: /leak-proof-gel-pack-sealing/
How do you pick a super absorbent polymer gel pack temperature sensitive manufacturer?
Pick a super absorbent polymer gel pack temperature sensitive manufacturer that can repeat outcomes across batches and seasons. You are not buying “cold.” You are buying consistency: tight fill control, routine seam testing, and clear conditioning instructions. A credible super absorbent polymer gel pack temperature sensitive manufacturer also provides a pack-out diagram you can validate, then repeat across shifts. In 2026, repeatability is what turns one successful trial into a scalable shipping program you can trust.
A strong super absorbent polymer gel pack temperature sensitive manufacturer helps you reduce human error. They keep SKUs simple, explain placement rules, and give quick checks to catch problems before dispatch. If a supplier cannot explain why results change, you will spend time fixing shipments instead of scaling.
A 2-minute manufacturer fit quiz for temperature sensitive shipping
Answer “yes” or “no.” Fewer than 6 “yes” answers means you should keep comparing.
The super absorbent polymer gel pack temperature sensitive manufacturer assigns batch IDs and retains QC records.
The super absorbent polymer gel pack temperature sensitive manufacturer provides a conditioning SOP with freezer time.
The super absorbent polymer gel pack temperature sensitive manufacturer explains seal testing in plain language.
The super absorbent polymer gel pack temperature sensitive manufacturer supplies samples from the same production line.
The super absorbent polymer gel pack temperature sensitive manufacturer can propose summer and winter pack-outs.
The super absorbent polymer gel pack temperature sensitive manufacturer can explain freeze risk for 2–8°C lanes.
The super absorbent polymer gel pack temperature sensitive manufacturer can ramp volume without changing materials.
The super absorbent polymer gel pack temperature sensitive manufacturer has a corrective action process.
| What you check | Strong signal | Weak signal | What it means for you |
|---|---|---|---|
| Fill consistency | Tight weight spread | “Close enough” | Predictable hold time |
| Seal discipline | Routine seam checks | Spot checks | Fewer leaks |
| Validation help | Pack-out maps | “Use more packs” | Lower cost and risk |
Practical tips and suggestions
Regulated goods: require traceability from raw materials to finished packs.
Parcel lanes: design for last-mile heat spikes, not warehouse conditions.
High turnover teams: use one photo-based pack-out map per box size.
Practical case: A diagnostics shipper improved pass rates after standardizing placement and conditioning steps.
What performance numbers should you check before you buy?
Ask for numbers that predict your lane, not numbers that look good in a brochure. Your best indicators are melt curves, weight tolerance, and seal integrity results. A super absorbent polymer gel pack temperature sensitive manufacturer should also give conditioning steps that match real freezers. If conditioning is vague, performance varies, and variation is what creates excursions. When you evaluate suppliers, treat every spec as a promise your operation must reproduce.
Focus on three pillars: thermal behavior, durability, and handling simplicity. For +2 to +8°C cold chain shipping, add a freeze-risk discussion. Your goal is stable temperature, not maximum cold.
Leak-proof gel pack sealing and weight tolerance
Seam failures and weight drift are the fastest ways to lose predictability. A dependable super absorbent polymer gel pack temperature sensitive manufacturer tests seams after freeze–thaw stress and verifies fill weight on every production run. This is where “cheap packs” often become expensive, because leaks and variation create rework.
| Spec to request | What “good” looks like | Why it matters | What it means for you |
|---|---|---|---|
| Fill weight tolerance | Tight and tracked | Controls hold time | Fewer excursions |
| Seam strength | Repeatable | Prevents leaks | Cleaner cartons |
| Film durability | Puncture resistant | Survives handling | Fewer returns |
Interactive tool: start-size estimator (use then validate)
Use this to pick a starting point, then validate with your super absorbent polymer gel pack temperature sensitive manufacturer.
Choose transit time: 24, 48, or 72+ hours.
Choose insulation level: basic, good, premium.
Start gel mass at 10–25% of payload mass.
Validate and adjust using your lane data with the same super absorbent polymer gel pack temperature sensitive manufacturer samples you will buy.
| Transit time | Basic | Good | Premium |
|---|---|---|---|
| 24 hours | 15% | 12% | 10% |
| 48 hours | 20% | 17% | 15% |
| 72+ hours | 25% | 22% | 20% |
Practical case: A food shipper lowered cost by improving insulation instead of adding more gel packs.
How do you validate +2 to +8°C lanes with a super absorbent polymer gel pack temperature sensitive manufacturer?
Validate the full system: gel packs, insulation, payload, and handling. A super absorbent polymer gel pack temperature sensitive manufacturer can build consistent packs, but validation proves the pack-out works in your lane. Use realistic ambient exposure, real payload mass, and clear probe placement. Run at least three repeats. When repeats match, your program becomes scalable and easier to audit. When repeats drift, your process is the problem, not your spreadsheet. If you use an ISTA-style ambient profile, ask your super absorbent polymer gel pack temperature sensitive manufacturer to match it.
Validation also exposes common failure patterns: partial freezing, random placement, and missing dividers. Fixing those often improves stability more than buying heavier packs. This is why your super absorbent polymer gel pack temperature sensitive manufacturer should support testing, not just selling.
A one-week lane testing plan you can copy
Run these steps with your super absorbent polymer gel pack temperature sensitive manufacturer supporting the design.
Define the target range and maximum transit time.
Choose one shipper size and one payload configuration.
Condition packs using a written SOP (record time and freezer temperature).
Run three repeats with identical placement and logging.
Lock the pack-out diagram and train your team.
| Validation step | What to record | Common failure | Your fix |
|---|---|---|---|
| Conditioning | Time + freezer temp | Not fully frozen | Add a timer |
| Placement | Photos + map | Packs slide | Add dividers |
| Logging | Probe location | Probe touches pack | Move to payload core |
Validation readiness self-test (score yourself)
Give 1 point for each “yes.” Under 6 means tighten process before scaling.
You have a pack-out diagram for each shipper size.
You store logger graphs in one shared folder.
You record conditioning time every run.
You set acceptance limits for max and min payload temperature.
You can trace packs to a production batch.
The super absorbent polymer gel pack temperature sensitive manufacturer can explain variation controls.
You repeat tests for hot and mild seasons.
You train new packers with the same diagram.
Practical case: A biotech team reduced deviations after adding a freezer timer and a three-photo packing checklist.
Which pack formats and layouts work best for your lane?
Choose formats that match your box geometry and your risk points. Flat packs give even wall coverage. Bricks add thermal mass for long holds. Flexible pouches fill voids and reduce hot spots. A super absorbent polymer gel pack temperature sensitive manufacturer should help you choose formats that support your target range without creating cold spikes.
Layout matters as much as format. If the payload must not freeze, keep packs off direct contact. Use spacing layers or a simple buffer sheet. You can also change pack surface area before you change pack mass.
Flat packs, bricks, and pouches: quick comparison
| Format | Best for | Typical window | Placement rule | What it means for you |
|---|---|---|---|---|
| Flat pack | Even coverage | 24–72 hours | Line walls | Smooth profile |
| Brick | Long transit | 48–120 hours | Balance top + sides | More buffer time |
| Pouch | Mixed contents | 24–48 hours | Fill voids | Fewer hot spots |
Practical tips and scenarios
Last-mile delays: add a top layer and improve lid insulation.
Freeze-sensitive payloads: keep packs on outer walls only.
Mixed items: use pouches to reduce empty air and swings.
Practical case: A clinical kit program improved stability after switching to a mixed-format layout with fewer SKUs.
What should your RFQ ask a super absorbent polymer gel pack temperature sensitive manufacturer?
Your RFQ should force clarity on variation, testing, and scale. Price alone can hide risk. Ask how the super absorbent polymer gel pack temperature sensitive manufacturer controls materials, fills, and seams, and request production-batch samples. That makes comparisons fair. Also ask for operational support. If multiple shifts pack boxes, you need a conditioning SOP that is hard to misunderstand. Your RFQ should make every promise measurable.
A 30-minute RFQ scorecard
Score each line from 1 to 5. A total above 35 is a strong candidate.
| Score area | What to ask | What “good” looks like | What it means for you |
|---|---|---|---|
| Traceability | Batch IDs + retention | Clear and consistent | Easier audits |
| Seal testing | Routine checks | Documented | Fewer leaks |
| Performance data | Melt curves | Lane-relevant | Better designs |
| Capacity | Peak plan | Proven ramps | Fewer shortages |
| Support | Pack-out help | Hands-on | Faster rollout |
RFQ questions that prevent surprises
What is your fill weight tolerance, and how do you verify it?
What seam test do you run on every production day?
Can you provide samples from the line that will run my order?
What is your lead time during peak season?
Can your super absorbent polymer gel pack temperature sensitive manufacturer propose summer and winter pack-outs?
What changes after reusable gel pack cycles?
Practical case: A distributor avoided mid-season shortages after choosing a supplier with a documented peak capacity plan.
2026 trends: what is changing in SAP gel pack manufacturing?
In 2026, programs are moving from “cold enough” to “documented stability.” That shift rewards a super absorbent polymer gel pack temperature sensitive manufacturer that can prove repeatable outcomes, not just prototypes. Automation is tightening fill accuracy. Better seam design is lowering leak risk. More teams are building a small library of lane-specific, validated pack-outs to reduce cost and risk.
Latest progress snapshot
More repeatable manufacturing: tighter fill control reduces pack-to-pack variation.
Stronger seams: improved corner design reduces leak events in rough handling.
Simpler validation packages: standardized templates speed approvals.
Structured reuse: clear retirement rules reduce hidden failures.
Smarter supplier support: a super absorbent polymer gel pack temperature sensitive manufacturer that documents changes helps you avoid unplanned re-validation.
Frequently Asked Questions
Q1: How long can SAP gel packs protect a shipment?
Many programs target 24–120 hours. Validate your lane with your exact payload and insulation.
Q2: What is the fastest way to compare suppliers?
Request production-batch samples, run the same three-repeat test, and compare graphs and leakage results.
Q3: Can a super absorbent polymer gel pack temperature sensitive manufacturer customize sizes?
Yes. Custom sizes can reduce pack count and improve wall coverage. You still need validation.
Q4: What causes “good designs” to fail in real shipping?
Inconsistent conditioning, random placement, and probe mistakes are common causes. Use a simple SOP.
Q5: Are reusable gel pack cycles worth it?
They can be, if you track cycles and retire packs on a clear rule. If you cannot track, start single-use.
Q6: How do you reduce freeze risk for +2 to +8°C shipping?
Keep packs off direct payload contact, add spacing, and validate with probes near the payload core.
Summary and recommendations
A super absorbent polymer gel pack temperature sensitive manufacturer helps you win by making cooling predictable. Prioritize batch consistency, seam strength, and validation support. Build one conditioning SOP and one pack-out diagram per shipper size. Validate with three repeats and seasonal checks. After stability, optimize gel mass and freight weight with your super absorbent polymer gel pack temperature sensitive manufacturer. When you treat the super absorbent polymer gel pack temperature sensitive manufacturer as a technical partner, your program becomes easier to run, easier to audit, and easier to improve.
About Tempk
At Tempk, we design and manufacture SAP gel packs for temperature sensitive shipping. We focus on repeatable fills, robust seams, and conditioning rules your team can follow. We also support lane testing so you can scale with confidence and reduce exceptions. Many customers choose us when they want a super absorbent polymer gel pack temperature sensitive manufacturer that can support both product performance and operational discipline.
CTA: Share your target range, transit time, shipper size, and payload weight, and we will suggest a validation-ready pack-out and SOP.