Glaze and surface quality
Temperature swings can affect ice glaze, surface appearance, and customer confidence.
Frozen seafood pallets need frozen control plus surface-quality protection. The route plan should manage glaze condition, carton leakage, odor separation, exposed edge cartons, and any dry ice support used during transfer.
Pallet routes should be judged by load-level temperature and by receiving condition. The plan below gives a practical starting point before running a lane test with the actual pallet pattern and trailer process.
Temperature swings can affect ice glaze, surface appearance, and customer confidence.
Thaw or carton damage can create meltwater, odor, and receiving sanitation concerns.
Seafood pallets may need separation from mixed products, returnable packaging, or absorbent cartons.
| Route condition | Temperature intent | Load protection setup | Coolant or cover planning | Receiving check |
|---|---|---|---|---|
| Frozen warehouse to reefer, 0-4 h dock exposure | Keep seafood frozen, commonly planned near -18 C, and protect exposed pallet edges. | Pre-frozen pallet, frozen cover during transfer, leak/odor separation if mixed, top-edge-core loggers. | Usually no dry ice if active frozen transport is stable. Use a frozen cover or liner for dock exposure. | Edge and core temperature, glaze condition, carton wetting, odor, and transfer time. |
| Cross-dock or multi-stop frozen route, 4-12 h | Frozen route with added protection for seafood surface quality and leakage control. | Frozen pallet cover or liner, stable carton pattern, leak-control layer where needed, separated dry ice if validated. | Dry ice backup may be tested around 10-25 kg per pallet when allowed, with ventilation and receiving controls. | Logger curve, edge thaw, glaze, leakage, odor transfer, and remaining dry ice. |
| Delay risk or passive frozen segment, 12-24 h | Validated frozen protection with clear dry ice, cover, and receiving procedures. | High-performance frozen shroud, leak/odor separation, dry ice zones away from carton damage, route-risk review. | About 25-55 kg dry ice may be needed for some palletized seafood lanes; calculate and validate for the route. | Temperature map, glaze condition, carton wetting, odor, load stability, and dry ice remaining. |
Use these ranges for sampling and quotation. Final dry ice, PCM, gel pack, cover, or liner choices should be confirmed with pallet mass, carton pattern, route duration, ventilation, carrier rules, ambient exposure, and receiving handling.
Do not combine seafood with odor-absorbing cartons unless the liner or separation plan has been checked.
Use the cover, liner, and logger map to protect the top and outer edge where warming starts first.
Use liners or separation layers when meltwater or carton damage would slow receiving or contaminate adjacent loads.
If dry ice is required, plan mass, placement, ventilation, labeling, and receiving handling before the lane test.
These are the visible and operational issues the pallet plan should reduce before the load reaches the receiver.
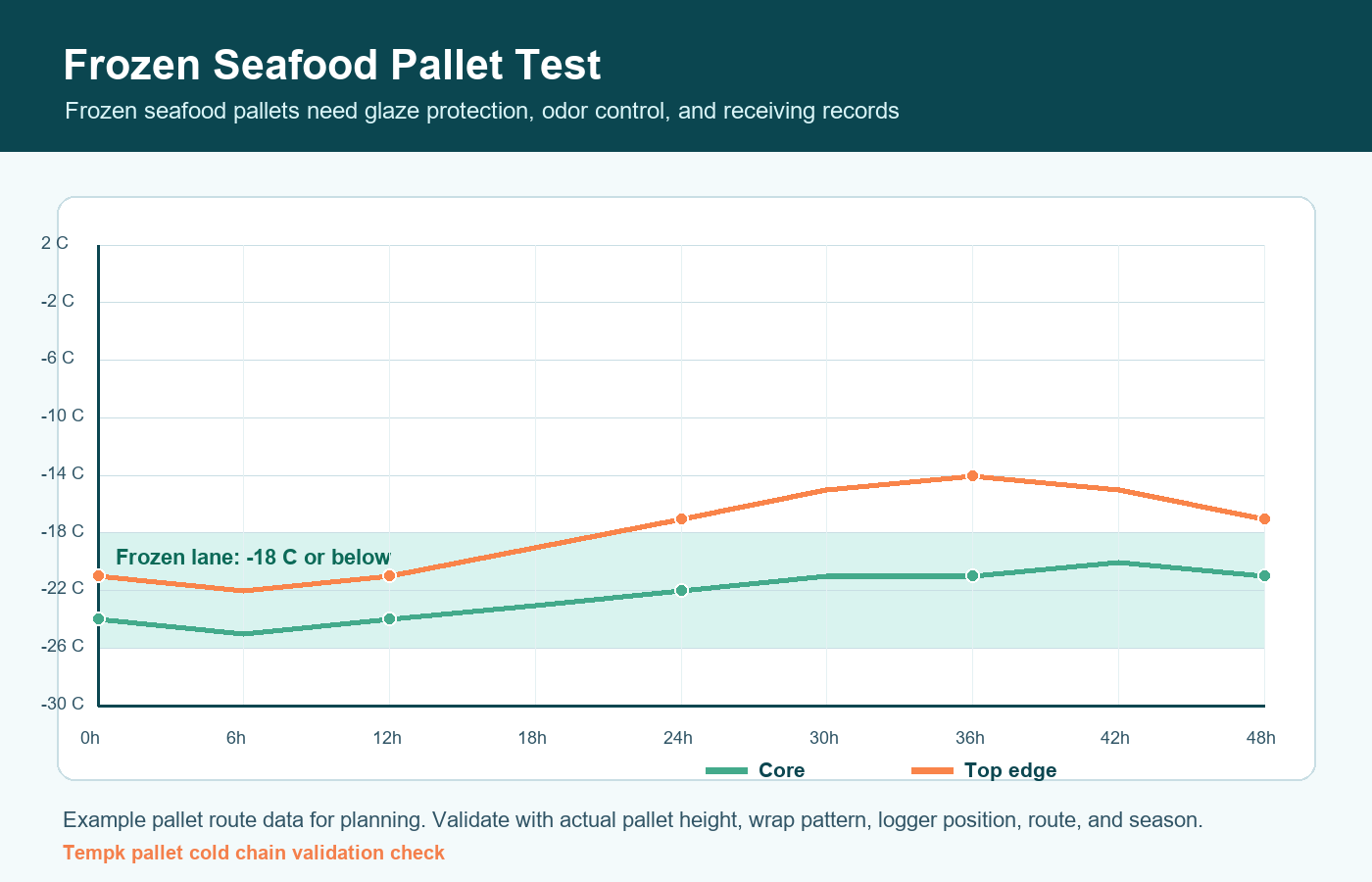
Use the test curve as a working comparison, then validate with the actual pallet mass, cover, liner, coolant support, trailer process, and season. For pallets, the exposed edge and top layer often matter as much as the core.
Use these pages to compare nearby pallet routes, dry ice planning, insulation choice, and route risk before sampling.
Share the pallet dimensions, product mass, carton pattern, target temperature, dock time, trailer type, cross-dock steps, ambient condition, and receiving checks. Tempk can help compare covers, liners, gel packs, PCM, dry ice support, logger positions, and validation steps.